
























MJF 与 SLS:对于 3D 打印零件来说,哪个更强、更快、更好?
魔猴君 知识堂 61天前
点击了解更多介绍:魔猴网惠普MJF与选择性激光烧结:3D打印技术对比
本文重点比较 MJF 和 SLS,从工艺原理和材质性能介绍对比两种工艺下3D打印零件的不同。
一、MJF 和 SLS 技术定义

HP Multi Jet Fusion 机器(来源:3D Prod)
MJF 和 SLS 属于同一个 3D 打印技术系列,称为粉床融合。不过具体打印成型技术上有一些差异。两种技术都使用相似的材料,生产具有相似特性的零件,并且可以以相似的速度进行打印。
1、MJF—多射流融合

采用 HP Multi Jet Fusion 技术的系列连接器
Multi Jet Fusion 是 HP 于 2016 年推出的一项 3D 打印技术,HP 是一家以 2D 复印机和电子产品而闻名的大型跨国设备制造商。惠普凭借数十年在喷墨打印、可喷射材料、精密机械和材料科学方面的专业知识打造了 MJF。
MJF 迅速成为一项广泛使用的技术,尤其是 3D 打印服务公司和汽车制造商等大型制造商。
简而言之,该技术涉及使用一种液体粘合剂将粉末状聚合物材料逐层熔合在一起。该技术因分配液体聚合物(或“粘合剂”)的多个喷墨头而得名。

MJF 流程分为五个步骤(来源:HP)
在多喷射融合打印过程中,打印机在打印床上铺展一层聚合物粉末。随后,喷墨头会在粉末上运行,并根据所需零件的数字模型将熔合剂和细化剂沉积到床上。
红外线加热装置也会在打印零件上移动。无论在何处添加熔合剂,下面的层都会“熔化”在一起,而暴露于细节剂的区域不会完全熔合,而是充当一层以确保表面质量。未施用药剂的区域仍然是粉末。未熔化的粉末支撑熔化的材料,直到打印部件完成。
施加粘合剂后,将另一薄层粉末铺在床上,然后重复该过程
打印过程完成后,整个粉末床及其中的打印部件将被移至单独的处理站。在这里,大多数松散的未熔化粉末被吸走,以便可以在下一次打印作业中重复使用。最终部件可以染色、抛光、喷漆,并且根据材料的不同,可以承受塑料焊接、钻孔和机械加工。
2、选择性激光烧结

激光烧结 3D打印的汽车零件(来源:Formlabs)
选择性激光烧结并不是一种专有工艺,尽管核心技术本质上是相同的,但数十家公司提供的 SLS 3D 打印机差异很大。
SLS 是一种粉末床熔融方法,使用激光选择性地烧结(而不是熔化)聚合物粉末颗粒,通过热量和压力以逐层方式将它们熔合在一起,直到制造出 3D 零件。SLS 打印机可以配备一个或多个不同类型(光纤激光器、二极管激光器、CO2 等)和功率(10 瓦、60 瓦、100 瓦、1,000 瓦)的激光器。
该过程首先将装满粉末材料的粉末箱加热到略低于聚合物的熔化温度。重涂刀片在构建平台上散布一层薄薄的粉末。接下来,激光(或多个激光)扫描一层的压印,从而烧结粉末颗粒。一旦一层完成,构建平台就会向下移动,刀片会用干净的粉末重新涂覆表面,就像 MJF 中一样。重复这个过程直到一个或多个零件完成。
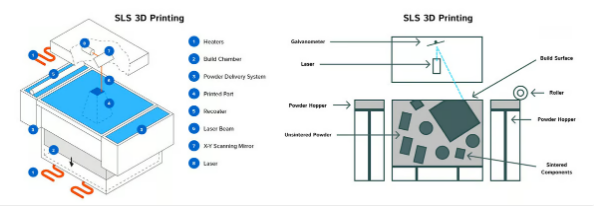
两张类似的图表展示了选择性激光烧结 3D 打印的工作原理。
一旦打印过程完成并且构建室冷却(这可能需要几个小时),部件就会从粉末床上取出并进行清洁。
与 MJF 一样,最终零件可以进行染色、抛光或喷漆,并且根据材料的不同,可以承受塑料焊接、钻孔和机加工。
二、强度和零件特性

使用 HP Multi Jet Fusion 3D 打印机打印的零件(来源:HP)
MJF 和 SLS 零件都具有良好的拉伸强度、抗冲击性和抗疲劳性,使其适合功能原型和最终用途零件。那么哪种方法可以生产出更好的零件呢?答案取决于您的零件和 3D 打印机。
使用 MJF 打印的零件通常表现出各方向同性的机械性能,这意味着它们在所有方向上都具有一致的强度和刚度。研究表明,SLS 零件沿 ZX 方向(垂直)的性能比沿打印平台(水平)的性能更弱。因此,SLS 部件的强度和刚度根据打印层的方向而变化。
研究人员于 2024 年在《先进工程材料》杂志上发表了一项研究,直接比较了在 MJF 机器(Jet Fusion 系列 5200)上使用玻璃珠注入尼龙 12 生产的零件和相同零件在 Sharebot SnowWhite2 SLS 机器上采用完全相同的材料对比。
据国外研究人员说到:“对样品的微观结构和机械性能的深入分析揭示了两种技术之间的差异和特殊性。” “由于激光确保了强大的加热,当零件沿着构建平面打印时,SLS 表现出更低的孔隙率和更高的机械性能。相比之下,MJF 样品表现出更高的机械各向同性,对于垂直定向的零件具有出色的弯曲和拉伸行为。”
虽然 SLS 部件在 XY 和 XZ(均沿打印板)方向表现出“略高”的性能,但在每种负载情况下,MJF 部件在 ZX 方向(垂直方向)上的性能比 SLS 强 40%。研究人员表示,原因是在 MJF 中,与 SLS 相比,熔合剂有助于获得更好的层间熔化和粘合力。
为了更深入地了解这一点,研究人员联系了惠普。
HP 表示:“MJF 实现了比 SLS 更好的 z 属性各向同性,因为 SLS 的融合曝光时间‘仅’60 微秒,这限制了层与层之间融合的方式。” “在 MJF 中,定影曝光时间为 60 毫秒,比 SLS 长 1,000 倍。这样,聚合物链就会重复(或缠结),因为它们在一定温度下有足够的时间。”
MJF 零件具有液密性和防水性,无需进行后处理。
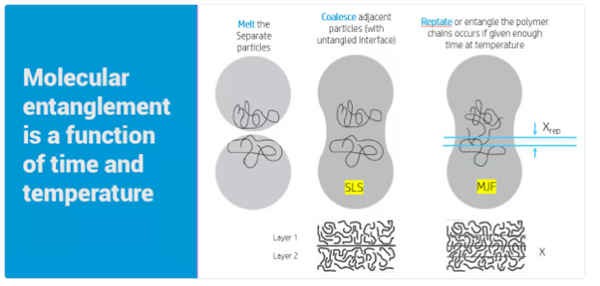
据 HP 称,MJF 技术比 SLS 能够让各层有更多时间融合在一起(来源:HP)
每个提供其中一种或两种技术的 3D 打印机制造商以及每种 3D 打印服务在其网站上都有拉伸强度比较的图表和图表,但只有少数实际研究侧重于 SLS 和 MJF 技术之间的比较。
2019 年的一项研究将 MJF 零件与 3D Systems SLS 机器生产的零件进行了比较,发现 MJF 零件具有更高的断裂伸长率和更高的拉伸强度(沿 Z 方向打印时)。然而,随着这两种技术的机器和材料发展的步伐,如果我们谈论 SLS 技术甚至 3D Systems 的技术,五年前的研究可能不再被视为准确。
即使是上面提到的 Badini 的最新研究,也不是对这两种技术的明确分析,因为它将起价远超过 100,000 美元的特定 MJF 5200 型号机器与特定 SLS 机器 Sharebot SnowWhite 2(40,000 美元)进行了比较。Sharebot 是一款功能强大、广受欢迎的台式 SLS 打印机,配备 14W CO2 激光器。然而,更工业化的 SLS 机器,如 Nexa3D QLS 820,配备四个 100W CO2 激光器和快速吞吐量,可以说比 HP 5200 更好。
事实上,Nexa3D 的业务开发总监 John Calhoun 表示,如果作者使用 Nexa3D 机器,巴迪尼的研究结果可能会略有不同。“虽然 ZX 的实力可能更好(在 MJF 上),但对于真正的工程师来说,它本身并不是一个高度相关的因素。正如研究指出的那样,SLS 实际上在 XY 和 XZ 方向上表现出了更高的性能。”
Calhoun 还指出,玻璃填充 PA 12 并不是大多数 MJF 用户使用的材料,如果最大部件强度是目标,SLS 用户将改用玻璃填充聚对苯二甲酸丁二醇酯 (PBT GF) 或玻璃填充材料填充 PA6,这是 MJF 无法使用的更高强度材料。
确实,SLS 可以加工比 MJF 更多的具有不同机械性能的材料。我们将在下面介绍更多材料。
三、价格、零件尺寸、颜色、打印工期、性能参数比较
点击了解更多介绍:魔猴网惠普MJF与选择性激光烧结:3D打印技术对比

注意:以上打印工期为参考工期,具体打印工期可以咨询魔猴网客服,因为每日订单量,模型大小不同,实际工期以当日客服确定为准。
关于MJF和SLS打印速度大家可以参考以下:
MJF 构建速度为 3.42 至 4.55 升/小时(相当于 3,420 – 4,550 cm 3每小时),无论零件密度和零件复杂性如何,速度的变化取决于所选的打印模式,您可以根据所需的结果(例如快速原型或最终零件)选择该模式。
SLS 打印机速度不仅各不相同,而且S LS 打印机制造商对速度的描述和定义也不同。Nexa3D 表示,其 QLS 820 的打印速度高达每小时8,000 cm 3 ,几乎是 MJF 的两倍。Formlabs 并未给出 Fuse 1+ 30W 的速度本身,但表示它可以在 32 小时内完成一个包装打印床(14.5 升)的零件。
惠普表示,MJF 可以在 12 小时内完成一个包装好的打印床(41 升)。
事实上,不要将打印速度与整个过程所需的时间混淆,包括机器设置、打印、冷却和后处理。例如,MJF 打印机与某些 SLS 打印机一样,具有可拆卸的构建平台,该平台允许部件在打印机外部冷却,因此您可以插入另一个构建平台并在之前的部件冷却时保持打印。
四、MJF和SLS用途

SLS 和 MJF 用于多个行业的原型和最终产品,包括消费品、建筑模型、无人机、机器人、汽车、医疗、物联网设备、运动器材、鞋类、矫形技术、教育以及夹具和固定装置、促销品等等。
编译整理:ALL3DP









")







