
























应用案例:金属3D打印随形冷却模具,产品冷却时间减少48%
魔猴君 行业资讯 1865天前
在注塑模具行业,金属3D打印技术可以有效缩短模具冷却时间,提高产品生产效率,如今再一次得到了印证。如今的金属3D打印技术,将注塑产品冷却时间从25秒缩短至13秒,减少48%,并具有平滑的流道,更快的流量和更高的冷却效率。

▲左图为汕头瑞祥采用3D打印制作的随形冷却模具镶件,右图为3D打印模具生产的汽车后座安全内扣
金属3D打印模具镶件优势:
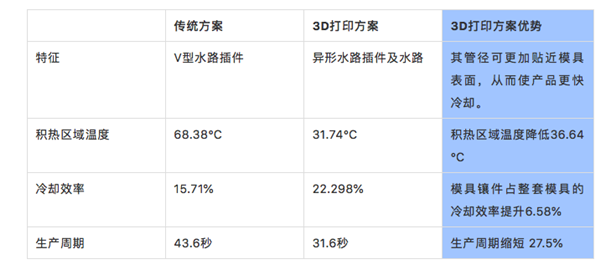
注塑产品冷却时间从25秒缩短至13秒,减少48%;
模具镶件占整套模具的冷却效率,从15%提升至22%,提升6.58%;
产品积热区域由原来的68.38℃下降到了31.74℃;
在引进金属3D打印技术之前,其传统的模具冷却方式是在模具中钻孔,以形成网状冷却液通道。由钻孔方式形成的通道其几何形状会受到限制,对于比较简单的模具,这种冷却方式可以达到预期效果,但对于更为复杂的模具,冷却效果就会大打折扣。
据魔猴网了解,2017年金属3D打印解决方案,生产随形冷却模具。3D打印制造方式十分灵活,这意味着模具中冷却液通道的复杂性几乎不受限制。一般情况下,模具内的随形冷却通道可保持与模具壁的距离均等,能更贴近产品内壁及增大冷却面积,因此冷却效果更加均匀;或者在模具内热点集中的区域,可加大随形冷却通道的密集度,以此为这些区域提供更快速的冷却。

▲左图为传统模具流道(V型水路插件),右图为3D打印随形冷却流道(异形水路插件及水路)
传统模具 VS 3D打印模具
冷却温度分析对比
为了测试传统模具与随形冷却模具温度对比,采用马路科技Moldex 3D软件进行模拟测试,并选择一个典型区域作为感测节点,在这个位置附近区域传统水路难以冷却,易形成积热区。

图中以不同颜色显示当下的塑件温度分布情形,三维计算可以得到三度空间的温度分布,在塑件表面接近模温,因此通常显示低温状态。模拟测试结果显示,加了异形水路之后,图中积热区域由原来的68.38℃下降到了31.74℃,降幅约36.64℃。
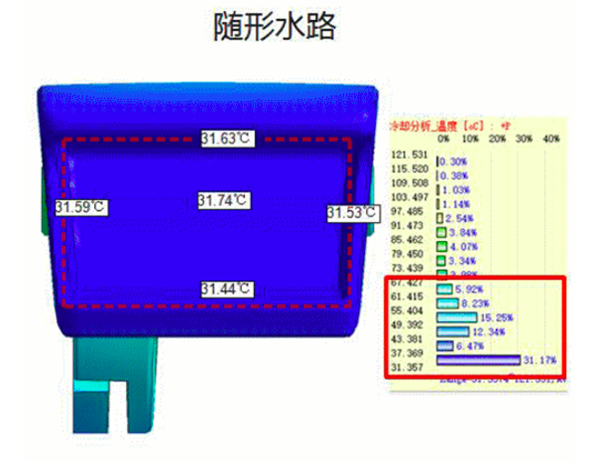
备注:水路模拟测试设置基数:模具温度35℃,塑料温度259℃
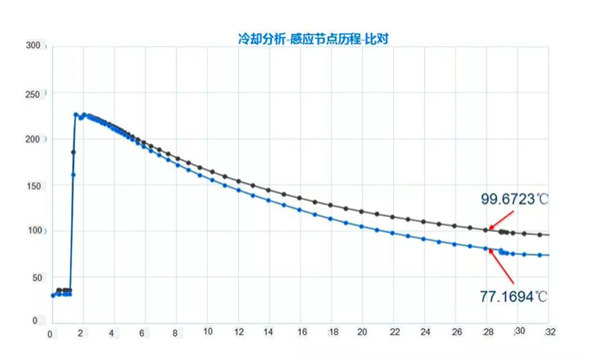
▲灰色线代表传统水路温度变化路径,蓝色线代表3D打印随形冷却水路温度变化路径。由图可看出,在同样的时间内,传统水路内部1mm处温度为99.6℃,3D打印异形水路1mm处温度为77℃,由此可证明3D打印随形冷却模具冷却时间更快。

▲从异形水路和传统水路温度剖面对比可看出,使用异形水路的位置,模穴温度已经明显降低,温度下降约38.8℃。

▲图中数据代表成形周期中透过各水管吸收热量的百分比(效率),可看出,冷却效率从15.71%提升至22.298%.
生产效率对比
每个产品生产周期需经历锁模、射胶、保压、冷却、开模、顶针等多道工序,传统模具生产总耗时约43.6秒,而3D打印随形冷却模具则大大缩短冷却时间,将总耗时降低至31.6秒,生产效率缩短27.5%。
(单位:秒)

利用3D打印技术可以制造具有特殊结构的模具,这是传统制造方法难以实现的,也是3D打印技术在模具行业应用中的一大亮点。更短的生产周期,更复杂的几何形状,以及降低最终成本的能力,3D打印技术更有利企业服务客户定制想要的产品。
来源:中国3D打印网









")







