
























设计制造工程师必看!3D打印零部件产生形变研究
魔猴君 知识堂 2026天前
3D打印零件发生变形是一个日常中较为棘手的问题,虽然3D打印机是可靠的,但并不意味着它不会出现这个问题:3D打印零件因热变形而发生翘曲。当塑料变热时,它们会膨胀。当它们冷却时,它们会缩小。由于FDM技术的3D打印大多会使用热塑性塑料,所以几乎每个FDM 3D打印机都会发生这种情况。
在打印机方面,有两种方式可以解决翘曲问题:加热打印板或加热外壳。这两种解决方案使得零件可以保持一定温度,所以它不会变凉,因此不会变形。其他3D打印机将有一个可以保持热量的外壳,有可能利用一种粘合剂可以用于构建板,这通常会减少翘曲。此外,让零件冷却到室温,然后再将其移除将减少翘曲,因为零件冷却时仍粘附在打印板上。
但是,这不是并非与打印系统有关,而是更多的关乎零件原型设计技巧。“3D打印机可以打印任何东西”的说法是不正确的,因为3D打印机通常具有与其他制造方法一样多的限制条件并且必须遵循相关产品设计原则。举例来说,FDM技术3D打印机可以创建的最小打印尺寸取决于喷嘴直径和龙门架精度。无论如何,许多零件的翘曲仅仅是因为FDM 3D打印机的材料限制以及未针对3D打印优化的零件设计。
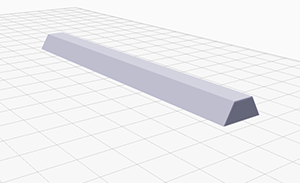
我设计了一个简单的梯形棱镜,很容易发生翘曲(原因很快就会发现)。这里是Eiger软件下的三维模型:
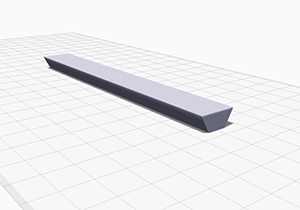
(用于测试翘曲的样件。长而薄的几何形状和倾斜表面使其更容易翘曲)
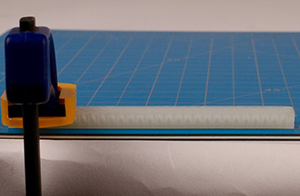
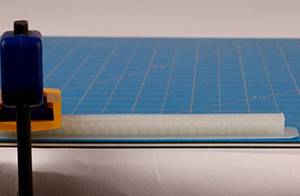
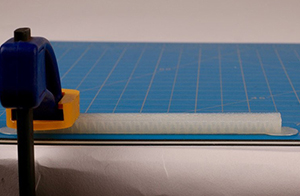
这是从打印板脱落后的部分变形零件。为了展现出翘曲程度,我在桌子的一边夹住了零件,观察了另一边的翘曲:
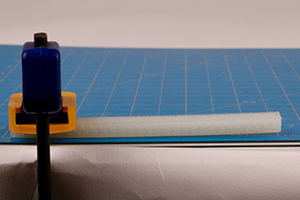
(正如你所看到的一样,这个3D打印零件在任何一侧都会弯曲,从而确定其底面不平坦)
以下五个提示可用作3D打印设计指南,以便您可以在设计过程中减少3D打印零件的翘曲问题。
1、圆角边缘和圆形自然形状的设计
3D打印零件发生翘曲时,这是由于零件边缘周围瞬间产生了大量的热。这种热力矩是由于当FDM技术3D打印机放置长丝时,它们将塑料加热到半流体状态,然后在挤出后将其冷却。 当大多数材料冷却时,他们会缩小体积。在FDM 3D打印机的情况下,这意味着每个“材料线”都要纵向收缩。通常,这不足以影响打印托盘的附着力,但随着多层材料的添加,这种力量会增加,从而使零件翘曲。对于长而薄的零件,这是特别常见的,就像我在这篇文章中使用的测试片一样,因为它的纵向收缩。
当更多的角落被添加到想要缩小的线段时,由于该位置处的应力累积,拐角将会剥落,如下图所示:
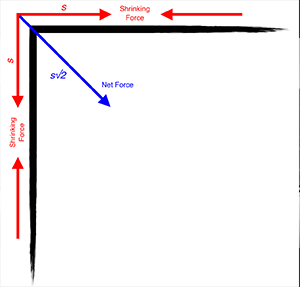
(来源于每个边缘的收缩力加起来,就会在拐角处发生弯曲)
锐角产生应力集中,所以零件边角部分是引起翘曲的最常见的位置。在这些角上添加一个弧度角可以减少应力集中,因为圆角会把收缩力有效分散时,从而使得应力得到均匀分布。一般来说,当工程师设计零件通常最终形状为矩形时,最初接触打印托盘时形状更为圆形的横截面将减少翘曲,这也是最容易加工的。但从一开始就设计更多圆形,自然形状和表面将减少翘曲,因为它分散了压力积聚。下面,我通过在零件边角添加一个圆角来测试打印件。
(调整与打印托盘垂直的边缘部分可减少由翘曲引起的应力集中)
通过这个简单的设计修改,边缘上的圆角也会显着减少翘曲。

(添加圆角可减少在拐角处产生的应力,从而减少由热变形引起的力)
另一个关于打印件上添加圆角的提示 - 在零件的底部边缘添加一个圆角将使您可以更轻松地将其从打印托盘上移除 - 它可以让您获得一个良好的切入点,以便让刮刀进入!
2、打印底面较大的零件
随着材料层叠在一起,这些应力倍增。如果刚打印出的层稍大一点,那么就会有更多想要缩小的材料,所以收缩力会进一步增加。这意味着3D打印最糟糕的形状是随着上升而横截面变大的形状,并且在长长的直线段之后形成尖角,就像我们的弯曲测试一样!
尽管零件不会总是在其底层上发生弯曲,只要这些几何体存在形变条件存在就会发生弯曲。 由于相同的原因,即使它们被支撑,经常长的挤出悬垂部分也会卷起来,如下面这个薄的倾斜悬垂部分所示:

(尽管零件没有在底部弯曲,但是长而叠加的轮廓导致该零件在悬垂处卷起,打印失败)
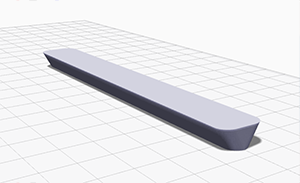
所以当3D打印零件时,重要的是尝试确定先打印最大的面(底部),因为随着堆叠层顶部的横截面变大,零件会倾向于翘曲。此外,零件接触打印托盘的表面积越大越好,因为更大的表面积“粘”在托盘上会是零件更加牢固。我按照如下所示的方向打印了截断的梯形体:
(3D打印零件的方向非常重要 - 只要延续打印方向进行设计就可以解决很多问题)
正如您所期望的那样,不会翘曲:
(零件的任何一侧都不会弯曲,因为层叠方式的改变减少了零件上的收缩力)
虽然这是一个简单的例子,但是对于这样的零件,可以很清楚的了解到应该以最大面朝下的方式打印,在某些情况下它不是很明显,所以请在设计零件时重点考虑构建方向。
3、添加边缘
可以使用“边缘”工具将边缘添加到零件中,这基本上会围绕零件在打印托盘上添加一些额外的接触面积。

(在“高级设置”下选择“使用边缘”,为您的零件添加边缘)
这减少了翘曲或卷曲的原因有两个。
其一,该零件具有“延伸”底部表面的特性,这意味着与打印托盘的接触面比通常更大。二,当3D打印零件的翘曲转移问题延伸到零件边缘时,这将会是最糟糕的情况。良好的零件边缘还为支撑结构提供了更好的表面。我们的支撑结构是细长的,正如我上面所解释的那样,它们确实需要良好的接触。如果你的零件下面有很多支撑材料,那么这个边缘将为支撑结构提供一个良好的表面。支撑材料不会卷曲得太多,因为它们会粘在零件边缘上 - 一个平坦的大面积表面粘在打印托盘上。 以下是对零件边缘部分的测试:
(添加额外的零件边缘能够增加与打印托盘的接触面积来减少3D打印部件翘曲)
4、尝试增加零件边缘
有时,由于打印托盘上的接触点几何形状各异,零件仍然会因为边缘不够大或弯曲不足而产生翘曲。在这些特殊情况下,可能有必要设计额外的边缘加以处理。在这些情况下建议的做法是在零件的所有角落添加薄而圆的“圆点”,以便在容易发生翘曲的关键点位提供更多与打印托盘的表面区域接触。

(有时候,设计额外的零件边缘对于减少3D打印零件形变是非常有必要的)
我自己设计的零件边缘解决了与我们的预制边缘的翘曲问题,并且后续打印更复杂的零件时可以派上用场:
(零件两侧的“点”在零件的边缘处提供更多的接触面积,并且可以轻松去除)
5、将复合纤维添加到您的零件
Mark Two的独特功能之一就是它能够在零件内部铺设纤维,以制造出更坚固的3D打印零件。由于Markforged 3D打印机具有复合材料功能,为了减少零件的翘曲,可以将纤维添加到零件底层的位置以增加其刚度。

(Eiger软件中的弯曲测试零件,顶部和底部均铺设有纤维)
这实质上迫使零件底层变平,使它们几乎不可能翘曲。请记住通过在零件的顶部和底部创建纤维来平衡复合材料的应力,以优化扭转强度。正如您所看到的,由于没有对原始零件进行设计更改,测试打印样件是否保持平整:

(由于增加的刚度,添加纤维将使得打印层保持平整不翘曲)









")







