
























如何避免3D打印粗糙的顶层?
魔猴君 知识堂 10天前
大家是否注意到打印件的顶层不均匀、粗糙且有孔?这种引人注目的不良缺陷称为枕状缺陷,它只出现在打印品的最后。
这主要是由于顶层冷却不当造成的。如果它们冷却得不好,这些层就会围绕下面的填充结构扭曲,从而形成枕形图案。
起皱是一种与熔融沉积成型(FDM)打印机打印相关的缺陷。由于FDM的工作原理(一层打印在另一层之上),出现枕状现象的原因有很多。其中,主要原因可能包括顶层之前不同的填充密度和图案,以及冷却不当和与灯丝凝固相关的问题。
在这篇文章中,魔猴网将和大家一起更深入地了解导致枕头效应的原因,然后我们将讨论避免它的方法,最后我们将用一些需要记住的提示和技巧来总结。
一、什么时候发生
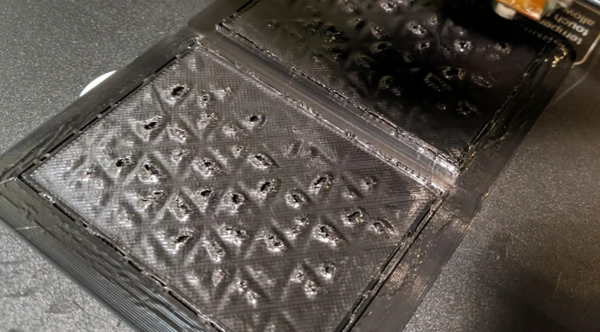
了解如何预防和解决枕头问题需要了解其原因(来源:ctb5009,来自Reddit)
任何耗材和任何FDM打印机都可能出现枕头现象,但某些材料或设置比其他材料或设置更容易受到影响。总体而言,枕头效应的根本原因是顶层每个栅格强度不足。光栅是指仅在一个打印方向上挤出的细丝。因此,排查故障的关键是找出光栅的弱点在哪里。需要检查三大类原因:材料、切片机设置和硬件问题。
1、材料
就材料而言,较软的灯丝由于其内在的柔韧性而更容易受到影响。当这种类型的材料被挤出并沉积在另一层的顶部时,其下垂的特征往往会使每个光栅向下流动,而没有填充图案来支撑它。在这些区域中,会发生一种桥式打印,如果光栅不快速凝固,其自身重量就会使其变形。
为了在这些情况下增强挤出的细丝,重要的是始终为柔性材料设置正确的温度和适当的冷却速率。尽管柔性材料更有可能出现枕头效应,但其他类型的材料也不能幸免。如果没有足够的冷却并且材料太热,则更有可能下垂,无法正确流动,并阻止材料达到适当的刚性。为每种材料建立适当的挤出温度及其冷却速率对于防止这种情况至关重要,我们将在下面进行更仔细的研究。
2、切片器设置
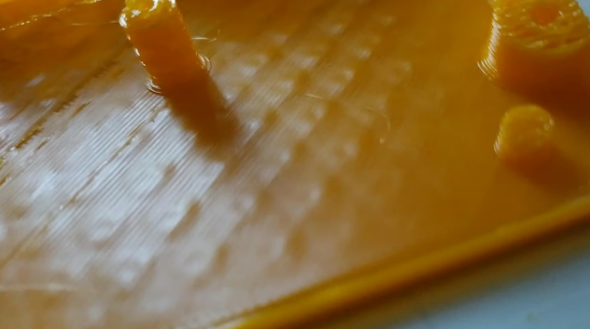
当顶层经历枕头时,可以看到填充图案(来源:m-gregoire via Reddit)
考虑切片器设置,如前所述,顶层栅格将沉积在填充的顶部,并受到填充的支持。除非您选择旨在显示打印填充的美观效果,否则顶层将以100%填充密度打印,只是为了包围模型。下面的填充物密度越小,它就越像桥式打印,而这种类型的开放空间打印需要特定的条件才能成功。
然而,如果总重量和打印时间不是关键的项目参数,克服这个问题的一种简单方法是增加填充密度并将填充图案更改为更封闭的图案。这可能并不总是可行,特别是当您使用更大的模型、更昂贵的材料或在截止日期前时。我们将在下面研究更多解决方案。
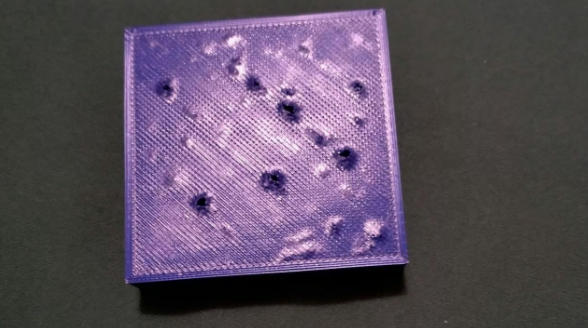
薄薄的顶层可能还不够(来源:Protobott via Reddit)
枕头效应的另一个原因可能是顶部厚度太小。由于材料较少,您不仅会面临前面提到的“桥接”的风险,而且还可能存在透明度问题,从而破坏打印品的美观效果。如果您的顶层只有一层(即单层或单片),则更有可能发生枕状现象,如上图所示。
3、硬件
最后,如果打印机遇到硬件问题,则挤出不足可能是一个问题。挤压不足和枕垫是不同的现象,有不同的原因,但是,两者都会产生有间隙和缺乏材料的表面。虽然第一种情况可能在整个打印过程中发生,但后者仅在打印顶层时发生。如果挤出头出现挤出不足,则意味着没有沉积足够的细丝,从而削弱了每个光栅。如果您注意到挤压不足的问题,那么您还有可能面临枕头问题。
二、修复方法

增加层数或层高是解决枕头问题的良好开端(来源:chimchim11,来自Reddit)
了解枕头的根本原因只是克服它的第一步。下一步是知道如何应对它。与大多数打印问题一样,有多种方法可以解决它。考虑到之前提到的材料特性、切片机参数和硬件问题,结合以下方法是解决问题的最佳方法。
1、增加层高和顶层
如前所述,当顶面不够厚时,它可能会成为一个问题,因为它会削弱顶层。幸运的是,这个问题很容易解决,只需增加切片机的顶部厚度即可。
顶部厚度影响顶部的层数和每层的高度。考虑将顶层的数量增加到六层。在UltiMaker Cura中,您可以在“打印设置”菜单的“顶部/底部>顶层”下找到它。
尽管添加了更多材料,但提高层高将增加每个栅格的横截面积,从而增强它们的强度。当打印层高较小时,耗材更容易翘曲,值得注意的是,采用1.75毫米耗材的打印机比使用2.85毫米耗材的打印机更容易出现枕状现象。该设置可以在“打印设置”菜单中的“质量>图层高度”下找到。
另一种可能性是将填充部分使用的层高增加六倍,例如从0.2毫米增加到1.8毫米;这应该足以掩盖发生的任何枕头效应。总体而言,建议顶层总厚度约为1.5毫米,您可以在“打印设置”中的“填充>填充层厚度”下更改它。
此外,喷嘴直径也会影响光栅刚度。如果您使用小直径喷嘴,打印的光栅将不如大直径喷嘴坚硬,从而挤出更厚的光栅。
2、调整冷却
柔性长丝,例如TPU,需要仔细的顶层打印(来源:Reddit的Orthodox-Waffle)
由于不适当(例如不够)的冷却往往会削弱每个光栅,从而导致枕状效应,因此增加冷却速率是有帮助的。如果打印时风扇关闭,您应该采取的第一步是打开它们;确保切片机中的冷却风扇设置为打开(在Cura中,在打印设置中,“冷却>启用打印冷却”)。如果您的切片器没有此选项,您将需要手动编辑G代码。使用命令M106,您应该能够打开冷却风扇。
如果仍然出现枕状现象,则需要改进冷却。确保冷却风扇打开后,检查顶层打印时它们是否以100%的速度旋转。如果已经是这样,风扇可能无法优化以冷却您的打印件。然而,网上有很多模组可以解决这个问题,并且仅在打印顶层时使用台扇或类似的东西来增强冷却也可能有所帮助。
除了优化风扇之外,通过使光栅更快凝固来强化光栅的另一种方法是降低挤出温度。这是挤出柔性材料时的一个重要步骤。尽管如此,重要的是要意识到这样做可能会损害层的附着力。考虑温度塔分析并相应调整挤出速度。
另一种解决方案是在打印顶层时增加Z偏移。增加热端与打印表面之间的距离也会增加挤出材料与环境之间的热传递,使其快速固化并产生更坚韧的光栅。
放慢速度并尝试不同的填充设置
还可以通过减慢打印速度和增加填充百分比来减少起球。降低打印速度将为最近挤出的光栅提供足够的时间来固化,获得所需的刚性来支撑其自身重量以及将沉积在其上方而不弯曲的光栅的重量。
如果这还不够,可以更改与填充相关的另外两个方面,以避免(或减少)桥接打印:增加密度(“填充>填充密度”)和更改图案(“填充>填充图案”)。第一个需要挤出更多材料,并且会增加总体打印时间;典型的百分比是10-20%,因此您增加多少还取决于您愿意牺牲多少时间和材料。考虑到相同的密度,填充图案的变化可以为顶层提供具有更少孔的支撑。在这些情况下,陀螺仪图案可能是最合适的。
三、进一步建议

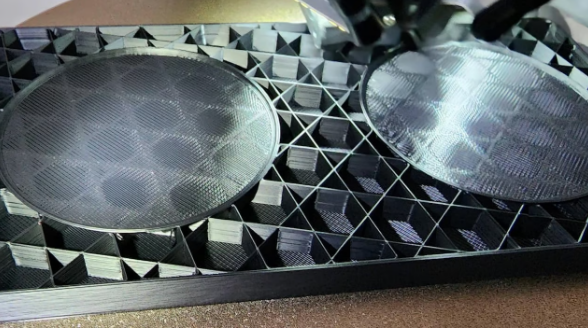
当您处理解决方案时,顶层应该类似于顶部部分(来源:ZoofusCos via Reddit)
枕头是一种令人不愉快的缺陷,但这些简单的解决方案可以轻松消除该问题。此外,以下建议可以帮助改善顶层结果。
检查硬件:在搜索中更改材料或切片机参数以消除枕头之前,请确认问题不是在挤压下。通过寻找堵塞迹象来验证喷嘴并进行清洁。此外,定期校准打印机和挤出机始终是一个很好的做法。
增量更改:为了寻找最佳切片机参数来减少或消除枕状效应,请少量更改它们,进行测试,直到达到最佳值。另外,请确保一次更改一个参数。如果您一次尝试所有更改,您将无法确定哪一个有效,而且太多更改还可能导致其他问题。
顶层厚度:在打印之前在切片机软件中规划和模拟打印始终是一个好主意。执行此操作时,请尝试规划顶层厚度,使其为层高的倍数。
改善顶部表面光洁度:在解决了大多数枕头缺陷之后,始终可以平滑打印的外表面。对于顶面,按单调顺序熨烫和打印可能是一个不错的选择,但是,可以应用其他后处理技术来平滑打印(只要考虑到您的模型、材料和时间)。
编译整理:ALL3DP









")







