
























如何隐藏3D打印Z接缝(Cura)
魔猴君 知识堂 12天前
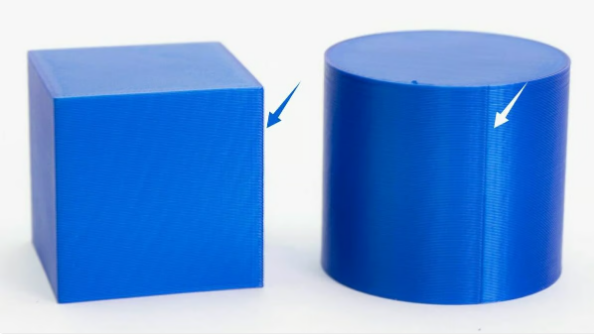
每当您打印具有光滑侧面的对象(不是在花瓶模式)时,您可能会注意到打印侧面的凹凸对齐。虽然这种现象有时被错误地称为“斑点”或“痘痘”,但更正确的说法是“Z形接缝”。AZ接缝通常看起来像一条横跨模型整个Z轴的线。
大多数3D打印件上都存在AZ接缝。然而,接缝的可见度和严重程度可能会因几个不同因素而异,包括模型的尺寸和形状。在高大的圆形物体上,凹凸线可能最为明显。这是因为较高的零件将自动具有较长的接缝,而圆形零件的光滑壁使接缝更加明显。
虽然Z形接缝不一定会影响零件的功能,但它仍然很烦人,尤其是在打印花瓶或角色扮演零件等展示件时。幸运的是,有一些解决方案可以帮助您减少打印件上Z形接缝的可见度。在本文中,魔猴网将和大家一起学习导致Z形接缝的原因、如何防止它以及可用于控制和隐藏Z形接缝的一些Cura设置。
一、原因
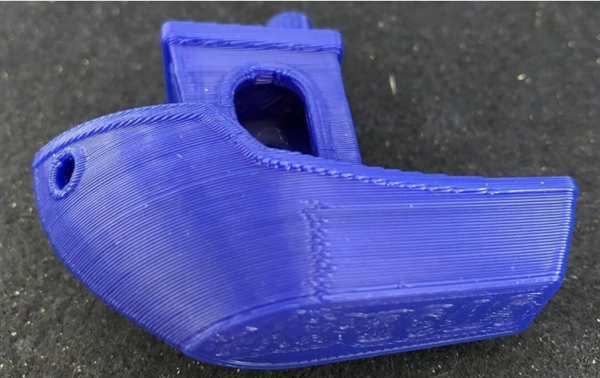
Z形接缝是由每层开始或结束处的挤压造成的(来源:heijmenberg via Reddit)
正如我们所提到的,Z缝是一个打印质量问题,基本上在每个打印中都存在,但其严重程度取决于许多因素。让我们仔细看看挤压过程。
AZ接缝在打印头(特别是喷嘴)跳到下一层的过程中形成。就在这次跳跃之前,挤出停止,打印头瞬间停止移动,同时Z轴步进电机将其提升到下一层。
在此暂停期间,多余的灯丝可能会从喷嘴中渗出。这种不必要的挤压是由于打印时热端的压力累积而发生的。当挤出机短暂暂停时,该压力被释放,导致材料从喷嘴中少量流出。多余的材料在暂停位置粘在打印件上,形成Z形接缝的凸起。
至于凸块的对齐,这个问题就出在切片机的手中。大多数切片器会自动将下一层的起点设置在上一层终点的正上方,因此凹凸对齐以创建非常明显的Z形接缝。
虽然这种对齐听起来很容易避免,但将起点和终点放置在同一位置是最有效的,并且有助于限制打印时间。此外,移动起点并不能消除积聚的压力,因此在打印件上移动以在新位置开始下一层可能会导致打印件出现拉丝。
二、预防
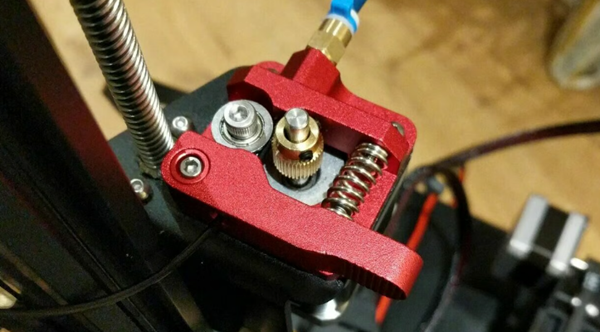
校准您的E-steps可以改善挤压(来源:m3tolli via Reddit)
处理Z形接缝有两种方法:防止和隐藏。为了防止任何打印问题,您必须确定并解决问题的根源,对于Z形接缝,问题的根源是热端内部的压力,将多余的材料释放到打印件上。
这种压力是由整个印刷过程中不完美的挤压造成的,防止这种压力可能是一项具有挑战性的任务。理想情况下,您希望通过调整所有影响因素来完善打印机的挤出。
不幸的是,许多不同的切片机、固件和机械注意事项都会影响机器的挤出,因此这可能是一个耗时的过程。以下是一些挤出校准技术以及可能有助于防止热端压力的其他功能:
校准挤出机(E步):校准挤出机涉及调整E步,以确保挤出机电机的挤出准确。换句话说,经过校准的挤出机将确保当挤出10毫米的长丝时,正好有10毫米进入热端。
调整流量:流量有时称为挤出倍数,是另一个挤出变量。流速决定长丝的挤出速率(通常是百分比)。最好在校准挤出机后调整该值。
喷嘴温度:喷嘴(或更准确地说,热端)温度是挤出的另一个关键因素。喷嘴越热,材料熔化和流过的速度就越快。温度过高通常会导致过度挤压,从而使Z形接缝更加明显。
打印速度:打印速度控制喷嘴移动的速度。较低的打印速度可以让耗材有更多的时间挤出,并有助于限制热端压力。

过多的滑行可能会导致打印件中丢失一些位(来源:kurvalak via Prusa Research)
滑行:此功能告诉打印机停止主动挤出材料,但在层的最后部分继续移动。滑行假设热端压力将完成喷嘴层的挤出。虽然一点点滑行会有所帮助,但请确保不要将滑行值设置得太高,否则当材料在一层结束之前用完时,您可能会在打印件上遇到微小的间隙。
缩回:缩回是一项可以在3D切片机上激活的打印功能,它会告诉打印机(特别是挤出机)在喷嘴移动结束时从热端缩回灯丝。当喷嘴暂停时,拉回灯丝可缓解热端压力,但拉回过多可能会导致喷嘴堵塞。此设置有助于防止Z形接缝并减少打印中的拉丝。
层更改时回缩:与整体回缩无关,“层更改时回缩”是一项可以启用的设置,正如其名称所示,当热端移动到下一层时回缩。虽然它会增加打印时间,并且如果回缩距离较长,可能会产生不需要的结果,但如果Z接缝出现问题,则它是应首先启用的设置之一。
擦拭:擦拭是切片机的另一个功能,它采用与缩回不同的方法来缓解热端压力。擦拭不是通过反转挤压来降低压力,而是通过擦拭使热端减轻打印模型上的压力。此功能告诉您的打印机在完成一层后短暂地从一侧移动到另一侧,以释放热端压力,然后再移动到下一层。
线性提前:最后,线性提前是一项固件功能,与滑行一样,可根据预测的热端压力进行调整。此功能并不能真正防止压力,但它使用压力和设定的压缩值(K)来保持挤出与打印速度一致。
三、切片器设置

随机化Z接缝并不能防止问题出现,反而会分散问题(来源:b3p4u,来自Reddit)
如果您像许多用户一样,不想经历避免热端压力的及时且困难的过程,或者您已经调整了设置但仍然有可见的Z接缝,那么隐藏接缝可能会更好为您提供解决方案。隐藏或减弱Z形接缝效果的最简单方法是使用切片器设置;我们将研究UltiMaker Cura中提供的一些最重要和最相关的内容。
Z形接缝对齐
这些设置选项控制不可避免的Z接缝凸块的对齐方式。有四种选项可供选择:
用户指定允许您手动控制Z接缝的位置。选择后,您可以选择一些预设选项(例如“右后”)或设置X轴和Y轴坐标。它还可能有助于激活“Z接缝相对”选项以使手动输入坐标相对于零件的中心。
最短设置完成上一层时最接近喷嘴的起点。正如您所期望的,此选项会产生一条直线凹凸,因此,如果您想掩盖Z形接缝,则不应选择此设置!
Random,顾名思义,将每层的起点设置在随机位置。虽然“随机”选项可以防止出现直线Z形接缝,但它仍然会导致可见的斑点,只是在不同的点处。
最锐角选择最锐角的角来放置Z形接缝。角落非常适合隐藏Z形接缝,因为接缝几乎融入顶点。
接缝角偏好
将接缝放在角落里会更不明显(来源:Prusa Research)
如果需要选择一个角作为图层的起点,这些选项可控制如何选择角。此设置还包含一些选项:
None告诉您的切片器在选择图层的起点时不要做出特殊的首选项。(如果您使用“Z接缝对齐”的“最锐角”设置,请不要担心,最锐角仍会被选为起点。)
隐藏接缝将接缝放置在模型的内角上。由于接缝位于模型外壳的最内角,理论上它应该不那么明显。
暴露接缝与前一个完全相反,并将接缝放置在最外角。这听起来像是让外观看起来更明显,但根据型号的不同,这可能更好。
隐藏或暴露接缝告诉您的打印机使用最内角或最外角作为起点。
智能隐藏与前一种类似,但它尝试尽可能多地选取最内角,但仍然允许选择最外角。
螺旋化外轮廓
下一个设置位于“特殊模式”下,通常称为花瓶模式,它通过逐渐跳跃并且在打印结束之前永不停止喷嘴的移动来平滑Z轴跳跃。其结果是单层物体的打印速度更快,Z形接缝明显不那么明显。此设置有一个子设置:
仅当激活“螺旋化外轮廓”时,平滑螺旋轮廓才可用。它使花瓶模式下的打印运动变得平滑,以进一步限制Z形接缝效果。
编译整理:ALL3DP









")







