
























如何解决3D打印热蠕变问题?
魔猴君 知识堂 39天前
3D打印过程中大家会遇到很多挑战,特别麻烦的是热端,因为那里可能会出现很多问题。整个热端组件由几个主要部件组成,其中加热器块和喷嘴是线材熔化的唯一地方,因此,该区域被称为“熔化区”。
如果线材在组件中的其他地方熔化,那么您就会开始遇到一些问题。热量漂移到熔化区之外称为“热蠕变”,它可能导致堵塞、堵塞或挤出不足等问题。在本文中,魔猴网将向您详细介绍什么是热蠕变及其原因。我们还将提供一些解决方案以及帮助解决此问题的提示和技巧。
一、热蠕变到底是什么?
热蠕变可以看作线材末端的气泡(来源:ace-krystal)
正如我们上面所说,热蠕变是热端的加热运动,导致线材在熔化区之前过早熔化。了解热端的解剖结构会很有帮助。一般来说,其主要组成部分包括以下几个部分(从上到下):
进料管:对于Bowden挤出机,PTFE管将进料至打印头。一些直接挤出机包括PTFE衬里,长丝通过该衬里被送入热端。
断热器和散热器:断热器是一根螺纹金属管,其上部螺纹连接至散热器,下部螺纹连接至加热器块。散热器与风扇相结合,对热断路的上部进行冷却。
加热器块:这就是事情变热的地方!加热器盒加热模块,热敏电阻用于温度测量。
喷嘴:热端组件的最后也是最明显的部分,喷嘴也由加热器块加热。熔化的细丝聚集在其内部,然后被挤出到构建表面上。
因此,如果断热器和散热器的温度升高,线材会在那里熔化并可能积聚,从而堵塞热端。这与简单的喷嘴堵塞不同,后者发生在组件的下方,并且可以通过几种不同的方式解决。
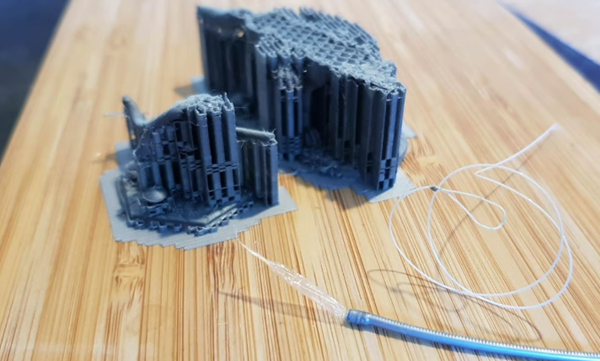
即使您的打印机仍在挤出耗材,热蠕变仍然会导致挤出问题。当您的3D打印零件看起来只是半完整且顶部模糊时(如上图所示),您可以看到热蠕变的证据。当您将线材拉出并发现有气泡时,也可以在线材上看到热蠕变的迹象。
最后,值得注意的是,当打印低打印温度的线材(例如PLA)时,热蠕变的后果尤其明显。由于它们的玻璃化转变温度较低,如果断热器和散热器的温度升高,它们更有可能软化和熔化。
二、原因
使用过高的温度可能会导致热蠕变(来源:sampletext1111)
在我们研究不同的解决方案之前,让我们考虑一下可能导致热蠕变的原因。此列表并不详尽,但代表了主要原因:
热端风扇冷却不够:如果您的热端风扇未打开或运行速度不够快,则表明散热器的冷却不足。如果没有任何冷却来散热,很可能会发生热蠕变。
热端太热:如果热端太热,可能会导致热蠕变。这是因为加热器块越热,产生的热量就越多,任何多余的热量都可能流向不需要的位置。
热端设计:并非所有热端都具有相同的处理热量的能力。由于没有PTFE衬里,热量可能更容易在全金属热端中传播,特别是在其他因素导致过多热量积聚的情况下。另外,请注意质量较低的热端,因为它们使热量更容易穿过组件。
其中任何一个问题都可能导致热蠕变。所有这些加起来都会造成同样的后果,而且也许会加剧问题。因此,考虑所有可能性很重要,因为处理一种可能的原因可能不足以解决问题。现在我们知道了热蠕变发生的主要原因,让我们来看看解决方案吧!
三、解决方案

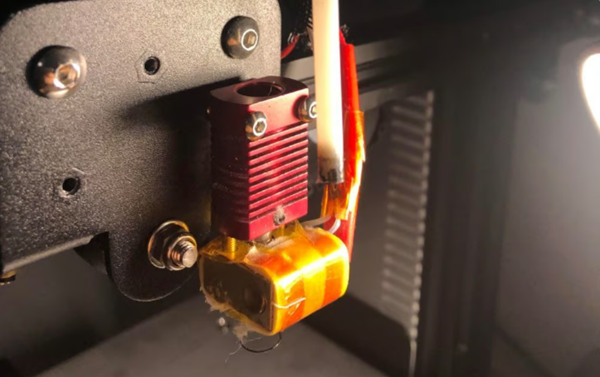
一些制造商已经采取极端措施来防止热蔓延(来源:sky_meow,来自Reddit)
如果怀疑您的打印机正在遭受这种情况,那么您的热端可能已堵塞或卡住?假设您能够成功清除该问题并且准备好再次开始打印,那么您需要在开始修改打印设置之前进行一些检查。
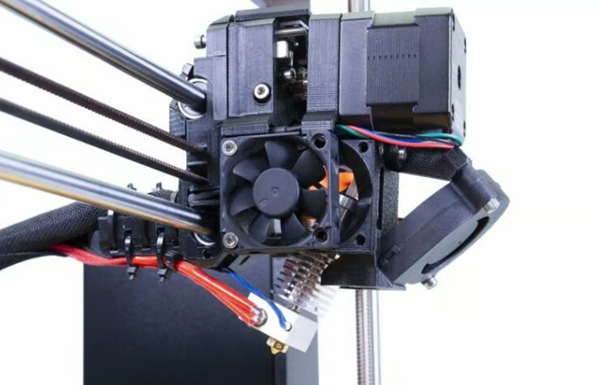
热端风扇必不可少
如果由于某种原因,您在没有热端风扇的情况下进行打印,那就是您的问题了!它的主要作用是调节热端的热量,如果没有它,热量就会蔓延。
因此,如果您已拔下风扇插头,请将其重新插上。如果您没有风扇,请在散热器周围的某处添加一个小型4020风扇(40 x 20毫米),最好连接到散热器或向散热器吹风。确保正确安装,以免风扇向后。
有些制造商甚至安装了两个风扇。Noctua和CUI Devices提供有效的热端风扇,但还有其他选择。
PTFE管/衬里已正确插入
如果您的热端有PTFE衬里或直接插入PTFE管,请确保其正确插入热端。根据您所拥有的热端类型,这可能看起来有点不同。例如,对于MK10热端,管子或衬管应与喷嘴齐平。

衬管的正确位置取决于热端的设计(来源:3D Maker Noob via YouTube)
对于V6型热端,管道或衬里应与热断口齐平,热断口位于热端组件的较高位置。3D Maker Noob的视频说明了其中的差异。检查PTFE管或衬里的正确位置适合您拥有的任何类型的热端,然后确保您的打印机也是如此。
如果您发现PTFE管的末端以任何方式变形或烧毁,最好将末端切掉一点,使其与热端应接触的位置齐平。
清洁您的热端组件和风扇
即使您已经清除了热端堵塞的线材,您仍需要确保对整个组件进行一些薄层色谱检查。使用湿的超细纤维布或酒精布,趁热(正常打印温度)擦拭热端组件的外部和内部。不过,请务必小心,否则正如一位Discord用户所说,热端会“热蠕动”你的手指。
每隔几次打印就执行此操作很重要,因为灰尘和其他颗粒会限制散热器的散热能力。此外,肮脏的热端组件可能会导致更多问题,而不仅仅是热蠕变。
当您这样做时,您还需要清洁热端风扇。肮脏的风扇可能会移动得更慢,并且对热端组件的冷却影响较小。因此,偶尔用湿的超细纤维或酒精布轻轻擦拭风扇的底部和顶部来清洁风扇。
现在,如果您已完成所有这些检查,但仍然遇到与热蠕变相关的问题,以下是一些缓解(如果不能消除)热蠕变的解决方案。
解决方案1:提高风扇速度
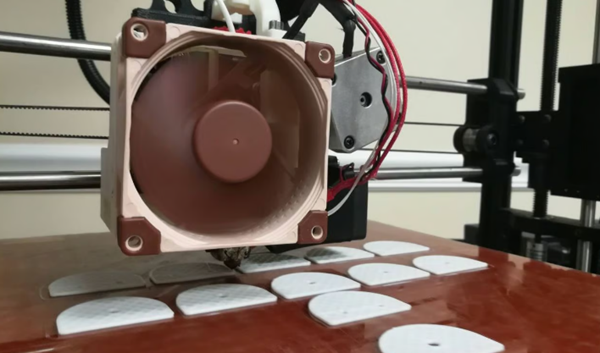
Noctua风扇非常适合冷却您的热端,而且非常安静(来源:BreadisGodbh,来自Reddit)
您可能需要提高风扇速度。速度需要足够快,以散发散热器中的热量,这样线材就不会提前熔化。
首先,您应该将风扇设置为100%速度并确保热蠕变停止发生。之后,如果您遇到翘曲、破裂或其他与冷却相关的打印问题,请以10%的增量降低速度。
解决方案2:减少环境热量
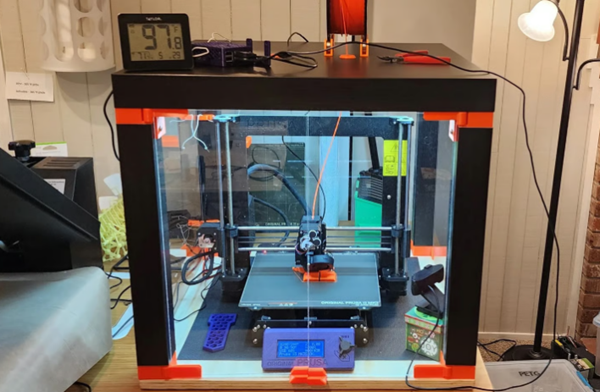
也许这里太热了(来源:Splemsby via Printables)
热端风扇只有将较冷的空气吹到散热器上才能有效散热。如果打印机周围的环境热量非常高,风扇将主要向散热器吹热空气。因此,您需要降低打印机周围的环境热量。
由于将打印机放入冰箱没有任何帮助,因此首先将切片机中的打印床温度降低5到10度。这将有助于减少上升到挤出机的热量。
如果您使用外壳进行打印,则可能需要打开外壳的门以降低内部温度-特别是当您使用对温度波动不那么敏感的耗材进行打印时。
如果是夏季或者您只是身处世界炎热的地区,则打印地点的室温较高可能会出现问题。例如,BCN3D建议打印PLA时的室温在15°C到30°C之间,而AnkerMake将其范围缩小到20°C到25°C。因此,如果工作空间的环境温度太热,您可能需要打开空调或将打印转移到凉爽的环境。
解决方案3:提高打印速度
温度越高,打印速度就越快(来源:UltiMaker via YouTube)
另一个简单的解决方案是提高打印速度,更多的是一种热蠕变缓解策略。提高速度通常与解决热端堵塞问题相反,因为它会导致挤出不足。然而,对于热蠕变来说,情况就不同了。
加热物体需要时间。更快地移动细丝通过热端意味着到达熔化区所需的时间更短。通过这样做,您可以减少线材过热而提前熔化的机会。
您应该使用相同的温度,并且速度比平常使用的速度快10-15毫米/秒。考虑以2-5毫米/秒的增量调整打印速度,直到找到适当熔化和防止挤出不足之间的正确组合。
解决方案4:降低热端温度

降低温度是一个简单的解决方案-如果您的线材允许的话(来源:MatterHackers via YouTube)
热端温度高意味着加热器内有更多热量,多余的热量可能会向上传递到热端组件。现在,您可能将热端温度设置得太高,但也有可能由于组装问题而导致热端过热,包括组件未对准、部件性能下降、导热膏涂抹不当或温度传感器故障。
确认您在材料要求的温度范围内进行打印。如果太高,一定要降低。只需确保相应地调整打印速度即可。
如果您在该范围内进行打印并且其他解决方案均不起作用,则可能值得测试您的热端是否始终达到正确的温度。
解决方案5:更换热端
PTFE内衬热端为零件提供额外的绝缘层(来源:Prusa Research)
最后也是更彻底的选择是将您的热端更换为能够更好地适应您的项目的设备。
尽管全金属热端通常被视为对其他热端的升级,但如果其他条件产生过多的热量,它们可以充当热蠕变催化剂。在这种情况下,您可能需要考虑使用衬有PTFE的热端。
衬有PTFE的热端以及可拆卸的PTFE管为线材提供了更多的绝缘性,并保持亚熔化温度,直到线材到达熔化区。该解决方案可以防止热量进入热端,但并不能解决问题。
综上所述,任何额定高温的优质热端都不应该给您带来热蠕变问题(假设您的设置不会导致其他问题)。全金属热端(例如E3D V6或Slice Engineering的Copperhead)应能防止热蠕变。
四、提示与技巧
找到正确的缩回距离有助于防止热蔓延(来源:Raider1284,来自Reddit)
除了我们上面提到的指导之外,以下是一些通常有助于应对热蠕变的提示和技巧。
打印前
了解您的问题:确保您遇到的问题确实是热蠕变,而不是其他类型的热端堵塞或堵塞。您可以尝试更换喷嘴,以确保喷嘴本身没有问题。如果您执行这些操作后仍然遇到问题,那么您很可能正在处理热蠕变问题。
使用高质量PTFE管:如果您有Bowden挤出机,使用高质量PTFE管将意味着PTFE管内的细丝绝缘效果更好。耐温越高,PTFE管的质量越高。Capricorn是高质量PTFE管的一个很好的例子。
使用高质量线材:低质量线材往往直径不一致,也可能导致热端堵塞,因此我们建议使用公差低于+/-0.05毫米的高质量线材。
打印中
一次调整一项设置:调整多个切片器设置或硬件配置使得很难确定哪个调整解决了问题。您一次应该只调整一项切片机设置和机械装配功能,以找到实际工作情况。
下回缩:回缩是控制每次打印头移动后拉出多少细丝的设置。太高的回缩会导致热丝被拉到熔化区上方,并有助于热量穿过组件。如果您认为确实发生了这种情况,请尝试以0.5毫米的增量降低回缩设置。
打印后
打印后移除线材:您可以使用的另一个技巧是在打印后移除线材。如果细丝在冷却时停留在热端,它会逐渐熔化到熔化区上方越来越高的位置。您应该考虑在每次打印后移除线材,这样它就不会过早熔化并导致热蠕变。
关闭打印机之前先将其冷却:如果关闭打印机会关闭热端风扇,您需要等到热端首先显着冷却。如果没有风扇,即使加热器块正在冷却,热量也会蔓延。关于具体温度存在争议,有人说低于100°C,有人说50°C。一个安全的选择是让打印机冷却到低于您所使用的线材的玻璃化转变温度的温度。
编译整理:ALL3DP









")







