
























3D打印机床粘附力:大家需要了解的一切
魔猴君 知识堂 131天前
基底附着力是指3D打印塑料在打印时"粘"在构建板上的能力。如果3D打印件不能在构建板上保持原位,就会出现卷曲、移位等潜在的灾难性结果。制作者使用不同类型的3D打印表面来帮助不同的材料在打印时粘附在板上。
构建表面通常由铝、不锈钢、玻璃、BuildTak和PEI薄膜制成。您还会看到制作者使用Kapton胶带、PET胶带或遮蔽胶带来提高附着力。然而,并不是每一种长丝的粘附性都能达到最佳效果。因此,让我们来讨论一下影响胶层附着力的重要因素,以及提高完美附着机会的一些方法。
一、什么最重要?

显示表面润湿情况的简单测试(来源:来自维基共享资源的Brocken Inaglory)
床面附着力可归结为三个因素:
塑料"润湿"模板的程度
热膨胀
基底的平整度
1、润湿构建板
润湿是指液体顺应并粘附在固体表面的能力。当长丝被挤压到构建板上时,它在打印过程中会试图贴合构建表面。打印初始层的表面积通常越大越好,因为打印层与构建表面有更多接触。对于表面积较小的打印件,为了增加接触表面积,通常会在打印件的底层添加边缘等附着辅助材料。这样可以大大提高附着力。
2、热膨胀
热膨胀是指物体在不同温度下的尺寸变化。在3D打印过程中,打印底部和顶部之间的温差会导致物体边缘剥离。这对于对温度波动非常敏感的材料(例如ABS)来说是个问题。
不幸的是,热膨胀和3D打印之间存在着微妙的平衡。塑料层必须在一定程度上冷却下来,才能制作出3D物体,但又不能太冷,以免造成边缘剥离,也就是所谓的翘曲。综上所述,只要在打印过程中采取适当的预防措施,热膨胀问题还是可以解决的。
打印床和外壳的温度都是影响印刷床附着力的重要因素。这可以设定底层的温度和周围空气的温度,从而减少热膨胀。在3D打印过程中,如果温度均匀,就不容易产生翘曲,从而获得更好的粘附性。
3、水平打印
床必须水平,这样喷嘴和整个构建表面之间的距离才能保持一致,这一点很重要。此外,喷嘴的高度应与打印平台板保持合理的距离,具体取决于打印机的构建表面或打印材料。如果喷嘴太近,它会将之前打印的材料从打印平台上撕下来。
二、基本解决方案
拥有干净、水平的床是良好床附着力的必要条件(来源:All3DP)
1、构建板检查
好的粘贴始于好的表面。如有疑问,请在每次打印前用酒精和超细纤维布清洁构建板。这样可以确保构建板上的污染物不会妨碍塑料粘附在构建表面上。当然,您必须检查确保所用的构建板材料与酒精的化学相容性。(如果您使用的是玻璃,这是一种非常常见的基板材料,则应该没有问题)。
然后,调平构建板将确保熔融灯丝均匀地分布在整个构建板上。当打印件没有粘在构建板上时,首先要检查的就是这一点。
2、3D打印辅助工具
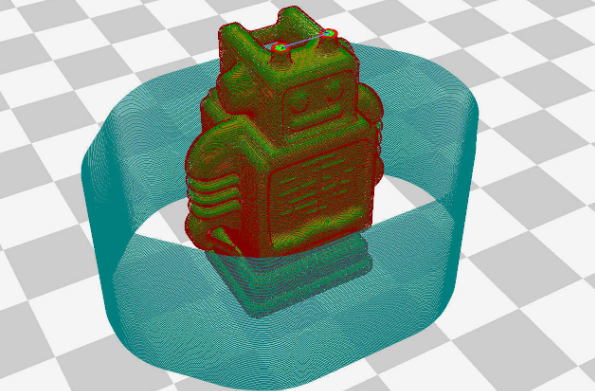
边缘用于增加打印表面积,确保与构建表面有更多接触。更多的接触等于更强的附着力,因此使用边缘总是能提高打印附着力。筏板用于将打印中可能出现问题的底层从等式中移除,用一个易于打印的平台将其抵消。如果您遇到床面附着力问题,筏子可以为您的印刷品分担压力。需要注意的是,由于打印时部件浮在筏子的顶部,筏子上的打印效果可能会很差。因此,如果与筏子接触的表面不需要看起来很完美,这可能是改善附着力的最佳方法。
对于更有针对性的问题,牵伸屏蔽可在打印过程中保持打印件周围的一些余热,从而有助于防止翘曲。这样,打印件与周围空气之间的温差就会变小,因此,将打印件从构建表面拉出的力就会减少。
正在使用的防风罩(来源:UltiMaker)
3、切片机调整
使用适合材料的热端温度进行打印非常重要。挤出塑料和冷却塑料之间的温差过大很可能导致打印变形。使用ABS打印时就会出现这种情况,因为温度范围(210-250°C)会在打印过程中产生热膨胀力。这将导致打印边缘在打印过程中发生翘曲。
第一层和整个打印过程中风扇的速度也会对打印附着力产生影响。一般来说,塑料熔融的时间越长,附着力就越好。因此,降低风扇速度通常会获得更好的效果。但是,这必须与塑料的冷却需求相平衡。如果不进行任何冷却,灯丝就会过于熔融,从而影响打印的几何效果。
最后,还有许多其他设置会影响第一层。我们建议您阅读"完善第一层设置,实现最佳粘合效果"一文。这将为您详细介绍第一层应该是什么样子,同时还解释了如何在速度等设置方面打印第一层。
三、付费解决方案

您可以购买多种物品来提高床的粘合力,包括普通的胶棒!(来源:UltiMaker)
您还可以尝试其他一些方法来提高印版的附着力,比如在表面添加涂层,或者通过添加加热元件来升级印版。
1、添加加热床
较高的床层温度可确保打印出的长丝保持较长时间的熔融状态,从而使长丝有更多的时间粘附在床层上。
然而,过高的热量会使打印失去尺寸稳定性。当较高级层的重量在充分冷却之前挤压较低级层时,就会出现这种情况。如果打印件从构建板上翘起,每次将床温提高5度会有所帮助。如果打印完成后"看起来融化了",可尝试将床温降低5度。
2、床面涂层
这些技术基本上是将打印件"粘"在构建表面上。
盐溶液的作用是通过改变熔融长丝的成分,使其更好地润湿构建表面。
Aqua Net发胶由于不含干扰添加剂,效果非常好。您也可以使用其他品牌的发胶,但它们应该含有很少的添加剂,以达到良好的床层粘合效果。
消失型紫色胶棒效果很好,因为您可以直观地看到胶棒已经覆盖了构建板。(相比之下,使用透明胶水有时很难判断是否已经充分覆盖,不过也有值得考虑的好选择)。
Wolfbite是一种玻璃床粘合剂,可在打印件翘曲时将其粘在打印床上。方便的是,每种长丝都有多种专用的Wolfbite。
3、更换床身
如果上述方法都不奏效,另一种方法是完全更换构建板。
如前所述,有不同类型的底座,它们各有优缺点。虽然玻璃基底的价格更实惠,但它们也需要额外的粘合剂,而且不像光滑或有纹理的PEI板那样可以灵活地弹出部件。不过,这些板材在Z偏移方面也可能存在问题。聚丙烯(PP)床层也比较经济实惠,可以承受较高的床层温度,但也可能存在第一层问题。
四、还是无法粘贴3D打印产品?
甚至可以使用管道胶带来防止打印件从打印板上脱落(来源:jabelone via Instructables)
如果您尝试了上述方法,但仍然无法让打印件粘牢,那么这里有两种让产品粘牢的非正统方法,应该能帮您挽救一些大而不规则的印花。
粗糙印床
除了使用边缘增加可见表面积外,还可以通过打磨增加构建板上的微观表面积(即粗糙度),以提高3D打印的附着力。这种方法促使制造商使用磨砂或粗糙的玻璃床进行打印,以提高打印附着力。
通常情况下,只需使用细砂纸(600或以上)轻轻刮擦玻璃即可。这样可以形成微结构,使印刷品粘附在玻璃上,而不会对玻璃造成长期伤害。与直接在磨光玻璃上打印相比,这种方法能获得略微哑光的效果。
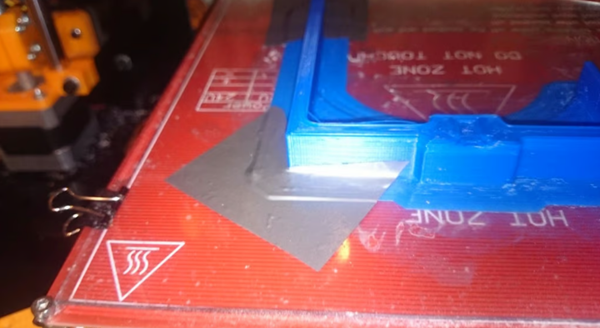
打印过程中使用胶带
如果打印到一半时,本来很完美的打印效果却总是起皮,这时可以使用胶带!如上图所示,您可以暂停打印,然后用胶带将翘起的帽檐边缘粘回构建板上。这听起来很奇怪,但却很有效--虽然这可能不是一个长期的解决方案。
编译整理:ALL3DP









")







