
























金属丝3D打印–终极指南
魔猴君 知识堂 135天前
本文,魔猴网和大家一起学习如何使用金属丝进行3D打印,以及了解金属线材的机械性能。

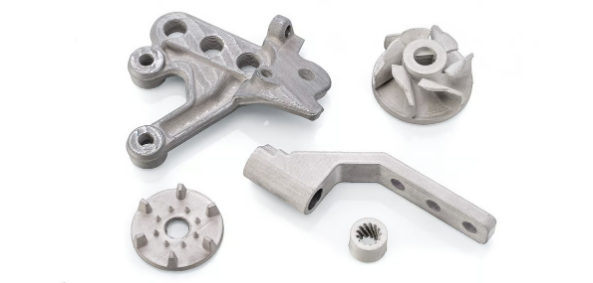
Forward AM的Ultrafuse金属丝和BCN3D机器上打印的金属部件(来源:BCN3D、Forward AM)
一、什么是金属丝?

使用Ultrafuse金属丝在Raise3D的Forge1 3D打印机上打印金属零件(来源:Raise3D)
用于打印金属零件的金属丝由塑料基底和均匀注入的金属颗粒组成。用于金属零件的金属注入长丝是一种独特的复合长丝,只要使用得当,就能生产出强度高、耐化学腐蚀、近乎坚固的金属零件(98%以上)。
与所有其他类型的长丝不同,用于金属零件的金属长丝在打印后需要经过2步或通常3步工艺,包括用化学溶剂去除打印件中的聚合物,然后将打印件放入烧结炉中,使其凝结成金属零件。
它不仅仅是金属色或装饰金属
不要将这些金属丝与装饰用金属丝混淆。金属丝仅以其颜色命名为"铝"或"铜",有些以PLA+metal出售的金属丝仅含有5%至40%的金属粉末。
一些装饰性金属丝,如Formfutura的MetalFil Classic Copper和ProtoPasta的铁填充PLA,含有较高比例的金属粉末(高达80%),但只是为了在外观上模拟金属。这些材料不需要任何类型的后处理来去除塑料,但可以通过拉丝、打磨或抛光来获得金属的外观和感觉。除装饰件外,这些材料还非常适合用于制作最终将由金属制成的部件的视觉原型,这些部件可以是铸造的,也可以是用其他方法3D打印的。
二、如何使用金属丝打印

Anycubic使用金属丝和3D打印机3D打印金属部件(来源:Anycubic)
金属丝的一个主要优点是它很容易在普通3D打印机上打印,但不要被它迷惑了。虽然金属丝可以在任何带有加热床和硬化钢喷嘴(可达到至少180ºC至220ºC的所需温度)的FDM打印机上流动,但打印金属的过程远比您想象的要复杂得多。
事实上,使用金属丝打印的部件设计、方向、壁厚和支撑结构与任何其他类型的丝都不同。因此,从理论上讲,您可以在200美元以下的机器上打印金属丝,如Ender 3或Anet A8,但一定要遵循金属丝制造商和打印机制造商的设计指南。
另外,在未经"认证"的打印机上使用金属丝进行打印时,一定要小心谨慎;对于任何金属丝,都有理想的切片机和打印机设置,以确保您从一开始就能最大限度地利用这种材料,而无需尝试床层温度和挤出速度--并在此过程中浪费大量金属丝。

使用Nanoe Zetamix 316L不锈钢打印的部件大约有80%致密的金属部件(来源:Nanoe)
例如,一些FDM打印机制造商(Makerbot、UltiMaker、Raise3D、Zortrax和BCN3D)已认证可在其打印机上使用Ultrafuse品牌金属丝,并与Ultrafuse生产商BASF Forward AM合作,经过长期测试和实验,开发出理想的打印机设置。
其他打印机可能会满足所需的最低打印床和喷嘴温度准则,但如果制造商没有测试或认证过金属丝打印,那么在找到理想设置之前,你可能会经历一些失败的打印。金属丝的起价为每500克150美元。
如果打印机制造商没有提供合适的打印速度,那么找到合适的打印速度也是一个挑战。金属丝的打印速度相对较慢。根据您的机器和零件设计,您应该以30毫米/秒或40毫米/秒的速度开始打印,这与打印尼龙的速度类似。

Markforged的这张图显示了金属丝3D打印的步骤,但我们已经继续修改了最后一部分,以更清楚地表明您的零件将收缩15%到20%(来源:Markforged)
你的金属部件会缩小
需要注意的是,零件在后处理过程中会收缩(根据设计和长丝品牌的不同,收缩率从原始体积的18%到25%不等),因为其中的塑料材料会被去除,而剩余的金属则会凝结。在打印尺寸精度要求较高的功能部件时,这就增加了难度。不过,收缩因子是一致的,因此您可以对初始CAD模型进行适当缩放,切片软件也可以自动计算。
Forward AM的Ultrafuse具有较窄的收缩窗口,XY轴上为16-17%,Z轴上为19-20%。使用The Virtual Foundry公司的Filamet品牌金属丝,按照该公司公布的去毛刺/烧结工艺,铜和青铜的打印收缩率约为5%,钢的收缩率约为10%。如果排胶过程不顺利,Z会出现膨胀,但在成功的循环中,Z的收缩应该比X和Y稍大一些。该公司表示,总体而言,正常收缩率为7-10%。最终零件的密度为80-85%,但零件的烧结时间可以更长,这意味着收缩率更大,密度更高。
此外,Ultrafuse还提供了全面的用户指南,其中包括有关公差、收缩和缩放、壁厚等方面的信息。
以下将排胶装置和烧结装置打包提供的打印机制造商都提供工作流程软件,可帮助确保您的零件符合设计准则,并优化所有打印和烧结设置。
对于跳过排胶阶段的长丝,如The Virtual Foundry和Nanovia,绿色部件必须在热排胶阶段埋入氧化铝粉中,这是另一种需要购买的材料,但成本低于排胶装置。
使用Ultrafuse金属丝套件在UltiMaker S5上打印不锈钢零件(来源:Ultimaker)
金属丝设计
如果您习惯于使用聚合物长丝进行打印,那么请注意,在使用金属长丝打印时,由于脱胶和烧结过程的原因,会有一些特殊的设计注意事项。您的部件可能看起来打印得非常完美,但一旦从熔炉中取出或从烧结服务中取回,它可能会看起来非常扭曲。
首先,根据MakerBot(现为UltiMaker的一部分)制定的金属丝打印指南,高宽比应保持在3:1以下,壁高宽比应保持在6:1以下,以防止在排胶和烧结过程中出现塌陷或变形。此外,根据MakerBot的说法,"打印部件应尽可能平整,并尽可能增加支撑,以提高部件在排胶和烧结过程中的存活率。通过在打印和后处理阶段战略性地使用零件方向和支撑结构,可以显著减少零件的塌陷和变形"。
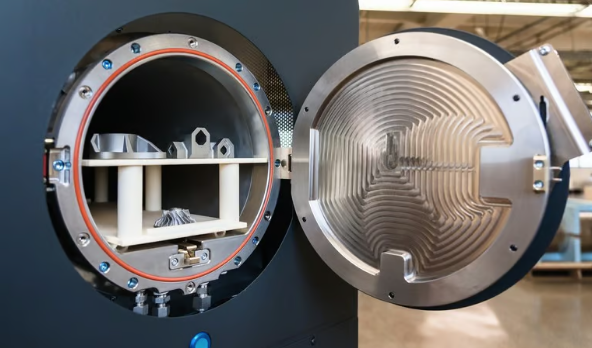
Markforged Sinter-2是一款专为中批量生产和大型打印零件而设计的熔炉(来源:Markforged)
需要后期处理
3D打印金属丝并不能在打印床上立即打印出坚固或可用的金属部件。事实上,最初打印的部件被称为"绿色"部件,非常脆,几乎没有金属特性。因此必须进行后期处理。
打印完成后,"绿色"零件需要经过脱胶处理,这是一种使用热量或溶剂溶解塑料或粘合剂成分的工艺。这一步骤会在整个部件上形成开放的孔道。这种多孔部件被称为"棕色"部件。
作为例外,Filamet品牌的金属丝不需要化学脱胶,而是利用熔炉的热量去除塑料粘合剂。3D打印机制造商Desktop Metal和Rapidia(使用的是金属浆料,而不是金属丝)也有一种从打印机到烧结的两步法,可以省略排胶步骤。
棕色部件随后在熔炉中烧结,熔炉会将部件均匀加热到略低于熔点的温度,去除剩余的粘合剂并熔化金属颗粒,形成致密的部件。大多数金属丝材料都可以用普通窑炉硬件烧结,只要它能保持烧结温度数小时即可。

按需3D打印公司Fastparts还将对您的金属部件进行脱粘和烧结,然后将其寄回给您(来源:Fastparts)
外包排胶和烧结
说到这里,您可能会对这些额外的设备产生疑问。有几家制造商提供一整套设备,包括打印机、清洗机或除渣器以及烧结炉。这样,您就可以在公司内部完成整个流程,并通过一个软件来协调或自动化这些流程。不过,您不必拥有除渣器或烧结炉也能打印金属零件。
三、金属丝金属零件的机械性能

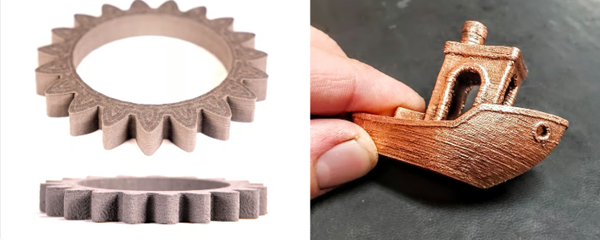
BCN3D的这张图显示了绿色不锈钢3D打印部件(左),然后进行烧结、中间处理和最终抛光(来源:BCN3D)
金属丝上市已有一段时间,并在广泛的应用中经受住了考验。它比标准桌面FDM 3D打印中使用的几乎所有塑料都要坚固,而且最终零件还能表现出您所期望的坚固金属零件的特性。
典型应用包括金属喷嘴、齿轮、医疗工具原型和阀门。使用金属丝制造的部件一般不用于承受极高应力的最终使用部件。
尽管使用金属丝进行3D打印可能不适合对强度有严格要求的应用,但在经济实惠的FDM机器上生产致密的非关键金属部件,其经济因素可能会超过它们在某些高应力应用中的不兼容性。
金属丝3D打印零件的特性
Forward AM的研究表明,使用Ultrafuse 316l不锈钢长丝正确3D打印出来的金属零件在XY(平面)方向的抗拉强度为561兆帕,在ZX(直立)方向的抗拉强度为521兆帕。相比之下,用金属注射成型制造的相同部件在两个方向上的抗拉强度均为540兆帕。
在断裂伸长率方面,3D打印部件沿层线(ZX)的抗拉强度是模塑部件的一半,但在XY方向上不相上下。打印方向或确定层线的位置对零件性能起着重要作用。
3D打印部件的屈服强度(即材料开始变形时的应力)(XY方向为251兆帕,ZX方向为234兆帕)明显高于模塑部件(180兆帕)。
但是,你可能会问,层又是怎么回事呢?最近的一项研究发现,当层方向与拉伸方向平行时,部件的强度比层方向与拉伸方向垂直时低得多。这项研究使用的不是Ultrafuse或Filamet,而是一种60%的金属和40%的塑料粘合剂材料。
Ultrafuse的技术数据显示XY和YZ强度值相似。
不过,3D打印部件的设计和打印方向起着至关重要的作用。为了降低机械不稳定性的风险,Forward AM建议在打印前按照其在线指南进行"排胶稳定性模拟"。这可以估算内应力,评估部件在排胶过程中的结构完整性,还可以直观地显示哪些结构特征存在风险。
这种烧结模拟是通过Forward AM的虚拟工程服务提供的一项服务。有了这些工具,您就可以确定金属丝印刷是否最适合您的零件。
四、金属丝的缺点
The Virtual Foundry的线材制成的固体金属部件(来源:The Virtual Foundry)
金属丝是金属3D打印的经济切入点,与传统方法相比,小批量金属零件的成本降低了90%。
但是,金属3D打印还可以做得更好。使用金属丝和金属注射成型中使用的相同颗粒等普通金属原料的新兴技术有可能消除金属丝3D打印中的脱胶和烧结步骤,并大大降低原材料的价格。
与金属粉末相比,金属丝的危害较小,但它仍然由金属粉末制成,而金属粉末是一种昂贵且耗能的产品。除粉剂需要溶剂,熔炉需要大量能源和氩气等气体。将零件运送到外包的后处理服务机构会增加对环境的影响和成本。
权衡金属零件生产的所有利弊,包括使用按需打印机服务,为您的应用找到合适的解决方案。
编译整理:ALL3DP









")







