
























如何测试和改进3D打印公差?
魔猴君 知识堂 177天前
简而言之,公差描述了预期或可接受的特定值的偏差程度。这适用于任何使用精确测量的制造环境,包括快速成型制造。
无论您是已经从事3D打印一段时间,还是刚刚开始接触并查看长丝规格,您都会遇到公差类型。例如,Prusament PLA的直径为1.75 mm±0.02 mm,这意味着1.73 mm到1.77 mm之间的任何直径值都是可能的。换句话说,"±0.02毫米"表示可以容忍长丝宽或窄达0.02毫米的偏差。
3D打印机也有一定的公差。这意味着打印件可能与实际尺寸略有偏差。公差越小(接近零),表示尺寸精度越高。
在本文中,魔猴网将和大家深入探讨公差问题,了解配合的类型、导致FDM不准确的原因、如何测试公差以及从设计零件的初始阶段到后处理模型的解决方案。
一、为什么公差很重要

这款3D打印旋转器的部件需要紧密配合(来源:Thorin Oakenshield via Printables)
在制作需要紧密配合的部件时,三维打印公差尤为重要。例如,与装饰盒或简单的容器相比,带有机械装配的打印件需要更严格的公差。对于熔融沉积建模(FDM)3D打印,您需要注意的是,公差往往有些杂乱无章。例如,孔等特征通常需要略微放大,以便与建模直径相匹配。
让我们做一个重要的澄清:在本文中,我们将提及公差(应理解为范围,例如FDM长丝的公差为1.73至1.77毫米)以及间隙(描述部件之间空间的数值)。
在设计间隙较小的零件时,应了解打印机的公差以及能否达到所需的精度。零件之间应留有足够的空间,以考虑潜在的尺寸偏差。微小的测量偏差会导致间隙熔化。
如果对3D打印机的公差理解不透彻,可能会导致零件配合不佳,或者您的支撑结构可能会完全粘在打印件上。此外,重要的是要知道,没有两台打印机会有相同的公差,即使它们是同一型号。确保找到适合自己机器的公差,不要依赖别人的公差值。
在深入探讨如何测试和改进打印机的极限之前,让我们来详细了解一下配合的类型。
适用类型:
间隙、过盈和过渡配合(来源:Engineering Orukalai,来自YouTube)
在大多数应用中,两个部件之间的连接都要实现特定的功能。让我们举例说明。
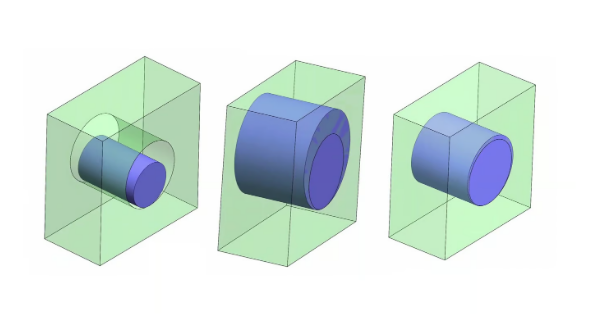
考虑一个公称直径为50毫米的圆形轴,它应与一个公称直径为50毫米的圆孔相配合。实际上,这两个部件的连接方式有三种选择:
间隙配合:轴直径明显窄于孔直径,例如分别为49.8毫米和50.2毫米。在这种情况下,轴可以很容易地进出孔并在孔内转动。
干涉配合:轴的直径与孔的直径相同或稍宽,分别为50.2毫米和49.8毫米。如果不施加很大的力,轴不会进入孔内。一旦进入,如果不破坏零件,很可能就出不来。这种配合方式广泛用于需要高同心度和相互运动的场合(如将轴连接到轴承上)。
过渡配合:轴的直径略小于孔的直径,例如分别为49.9毫米和50.0毫米。轴将以最小的压力插入孔中,并保持相对同心。或者,轴的直径可能略大于孔的直径,需要的压力略大(但不会像过盈配合那样大)。
实际上,每种配合类型都有多种可允许的组合。以上给出的尺寸只是示例。要正确选择配合并进行相应的设计,有几种国际标准(如ISO公差),但我们不会在本文中讨论。
不过,在设置公差之前需要确定配合类型。如果设置得当,两个相互配合的零件无论多么接近正负范围极限,都能发挥预期的功能。
二、FDM 3D打印不准确的原因

像拼图这样的设计需要尽可能多的准确性(来源:loyalj via Printables)
除了设计错误(这是任何制造过程中都会出现的问题)之外,3D打印,特别是FDM机器固有的一些关键误差原因也会造成误差。了解这些因素有助于在必要时改进公差。
1、软件错误
将数字模型转换为STL时,不可避免地会丢失一些细节。例如,圆形物体经过切面后会转换为直线表面和顶点。不过,转换分辨率越高,零件的尺寸误差就越小。
切片机可能会带来自身的误差,这取决于其特定的算法和设置。切片机如何改变STL文件的顶点将极大地影响G代码的外观,从而影响打印机的性能
2、机器误差
3D打印机本身可通过多种方式造成打印部件的不准确性。步进电机的运动分辨率是有限的,因此运动路径的精度只能达到电机的最大分辨率。此外,用于FDM 3D打印的典型电机没有位置控制环,因此位置上的微小误差会在长时间打印作业中累积。大多数电机驱动器还具有热保护功能,在过热时会停止工作,这可能会导致电机跳步。步进电机E步也是一个关键因素,如果校准不当,可能会导致尺寸不准确。
如果打印机的各轴之间没有充分正交,就会出现结构误差。试想一下,如果试图用不垂直的轴来绘制矩形,最终得到的将是一个平行四边形。那么,每当运动轴改变方向时,就会产生少量的反向间隙。皮带系统的张力越小,反向间隙就越突出。随着时间的推移,皮带还会产生其他问题,如蠕变和伸长,这不仅会降低张力,还可能导致打滑和缺步。
当打印机打印出一条长丝线时,预计会产生均匀的宽度。然而,随着喷嘴压力的增加,打印线的起始部分会变细,而打印线的末端会变宽。这种情况在转弯时更为明显。一般情况下,过量挤出长丝也会导致打印线变宽,从而可能导致整体尺寸过大,而挤出不足则会产生相反的效果,长丝的质量和状态也会导致进一步的挤出问题。
最后,不适当的初始Z高度会导致"大象脚",即第一层由于打印重量而比后续层铺得更宽。
与其等着看打印是否成功,不如通过测试公差和间隙来避免问题。
三、测试公差

这只可爱的猫还可以作为出色的校准打印(来源:Dezign via Thingiverse)
要测试3D打印机的公差,首先要正确校准打印机及其挤出机。校准立方体是一项有用的工具。准备就绪后,打印出三到五个校准立方体,如果您想玩得更有趣一些,也可以试试Dezign的校准猫模型。
使用卡尺在同一位置测量每个打印出来的模型。注意模型的方向(用校准立方体上的大字母表示)。在三个方向(X、Y和Z)各记录至少三次测量结果。
对于每个方向,用最大的测量值减去最小的测量值。这个数字是设计间隙或打印界面之间所需空间的良好起点。打印机的公差为间隙值的±一半。
例如校准立方体Y尺寸可能为20.1毫米、20.0毫米和19.9毫米。您的间隙为20.1-19.9,即0.2毫米,这意味着打印机的公差为±0.1毫米。
值得注意的是,无论您获得的是什么值,都不一定是"永久"值。这在很大程度上取决于打印机的当前状态以及您使用的材料。
四、解决方案
1、设计
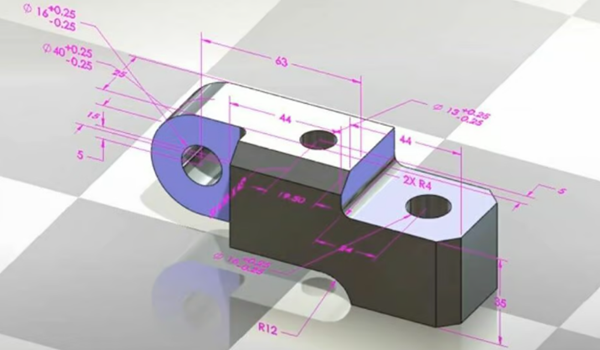
学习整合预期的误差和所需的公差(来源:Solid Solutions-A TriMech Company,通过YouTube)
一旦了解了造成打印误差的潜在原因,就可以采取积极的预防措施,尽可能消除误差。实际上,您不可能指望一台普通的FDM打印机能将尺寸精确到100微米或0.1毫米(保守估计)。这就意味着,在设计所有尺寸时,都应假定它们的尺寸可能会大于或小于这个数值。
对于配合零件,您必须在设计时考虑到,即使在尺寸误差失控的情况下,它们仍能按照设计进行配合。几乎在所有情况下,这意味着如果有两个零件需要配合,就需要将其中一个零件设计得比另一个小。对于标准的0.4毫米喷嘴,以下是一些基于孔和轴连接的一般配合经验法则。请记住,您必须进行实验并了解您打印机的实际值。
间隙配合:孔的直径与轴的直径相差0.5毫米及以上。这导致轴和孔之间的理论间隙至少为0.25毫米。
干涉配合:孔的直径与轴的直径相差约0.2毫米或更小。这导致两部分之间的理论间隙为0.1毫米或更小。
过渡配合:孔的直径与轴的直径相差0.15-0.4毫米。这导致轴和孔之间的理论间隙为0.08-0.2毫米。
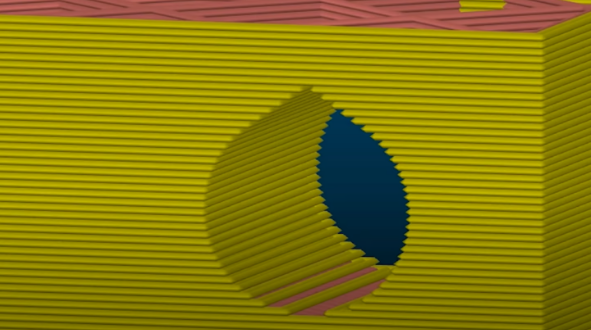
泪滴形孔可让您打印水平孔而不会下垂(来源:Maker's Muse via YouTube)
由于这些规则与零件之间的差异有关,因此也可用于非圆柱形零件。当考虑非圆柱形配合零件时,如方孔和相应的方形突起,上述规则可适用于配合的最近平面之间的差异。例如,要获得30毫米正方形杆件的间隙配合,在设计孔时应保持0.25毫米的间隙(即30.5毫米正方形)。
另一个关键准则是考虑零件的方向,以实现最高质量。孔最好水平打印(与打印机的XY平面平行)。如果必须打印垂直孔,可使用水滴技术,将孔的上部设计成尖形,而不是完全圆形。这样就可以避免在关闭孔的上部时,由于长丝悬空而造成的误差。
此外,由于FDM 3D打印的分层特性,垂直特征的精度通常较低,因为其精细程度只能达到层高。而水平(XY)特征往往更加精确,因为它们只受到步进电机分辨率和皮带的限制,这在前面的章节中已经解释过。
2、软件
使用特殊的切片器功能可以最大限度地减少一些打印不准确的情况(来源:Paul via MathCodePrint)
有几种软件解决方案可以帮助提高打印精度。在以最高精度打印零件切片时,通常应使用较慢的运动学(速度、加速度和抖动)、较小的层高和主动零件冷却。我们建议大多数桌面打印机的打印速度小于60 mm/s,加速度小于3,000 mm/s2,抖动小于15 mm/s。
在切片机设置中,有一些独特的功能可以帮助提高尺寸精度。以下示例针对Cura,但大多数切片机都有类似功能。
先打印外壁,再打印内壁:先打印外壁,理论上可以提高尺寸精度,因为不会受到内墙或填充物的影响。
平移:该功能可使打印机在移动结束时停止挤出,转而依靠喷嘴中的剩余压力来打印移动过程中的剩余长丝。
水平扩展:该功能可按特定百分比增加或减少部件的尺寸。理想情况下,这有助于微调打印尺寸,但实际上只有在整个打印尺寸过小或过大时才有用。例如,如果打印件的整体尺寸可以接受,只需要调整孔,则应使用不同的方法,如"孔水平扩展"功能。
调整打印设置:加热床温度过高会导致尺寸精度问题,如前面提到的大象脚。同样,如果挤出机的温度对特定长丝来说过高,也会导致串线和斑点,从而影响间隙。
切片后,Marlin(和其他一些固件)中的线性推进功能会根据预测的打印动作调整长丝流量。该功能可预测可能导致挤出不一致的喷嘴压力变化,并进行相应调整。它能将不一致的线条宽度转换为更均匀的线条,从而提高打印的尺寸精度。线性推进的效果与切片机中的滑行设置类似,但通常更容易调整。
3、机器

正确校准机器将极大地提高打印精度(来源:GeekWareSoft via YouTube)
要达到最高打印精度并保持在公差范围内,最重要的方法可能就是校准实际打印机。校准不良的打印机会导致部件不平直、尺寸不正确、相互不匹配。此外,请务必记住,业余级桌面3D打印机从一开始就没有完全校准过,即使它们是预先组装好的;随着时间的推移,作为日常维护操作,它们还需要额外的校准。虽然专业级机器可以在一定程度上弥补这一点,但它们仍然需要定期维护和校准。
由于校准不当会使您在设计和切片以满足公差要求方面所做的努力前功尽弃,因此机器校准的重要性不容低估。校准最重要的元件是挤出机和E步,而且从良好的第一层开始总是至关重要的。在开始打印之前,您可以使用测试模型来检查一切是否正常。
选择高质量的喷嘴和长丝也很重要,因为部件的尺寸精度在很大程度上取决于挤出的长丝宽度是否符合要求。廉价的长丝通常公差较小,这可能会导致挤出不规则,并转化为打印件上的不规则表面。最好的长丝公差小、杂质少、储存得当。长丝直径的明显偏差或加工不良的喷嘴会对打印件的公差产生直接影响。
最后,部件老化也会降低打印机的精度。确保打印机的皮带绷紧,杆或轴承的磨损最小。如果没有,请紧固或更换部件。请咨询打印机制造商如何更好地完成这项任务。
4、后期处理

在安装下半部分之前,这个霸王龙头骨需要进行一些后期处理(来源:All3DP)
即使经过校准、适当设计和特殊切片配置,零件仍可能超出公差范围。在这种情况下,需要通过后处理使其符合要求。
接受对零件进行后处理的需要并不丢人。即使使用价值数十万美元的高精度数控加工中心,有时也需要对零件进行一些后处理,使其符合规格要求。
值得注意的是,后处理通常指的是减法,因此它更适用于尺寸过大而不是过小的零件。以下是将零件缩小到设计尺寸的几个关键技巧:
对部件进行打磨和锉磨,去除象脚、支架残留物和其他印刷残留物。
在对零件进行后期处理时,不断测量零件,直到达到所需的尺寸。
钻孔或铰孔。
尽可能避免使用支撑物。重新钻孔要比用钳子撬出小支撑物容易得多。
最后,我们不得不承认,某些几何尺寸和公差(GD&T)要求在DIY水平上并不容易实现。例如,测试和校正3D打印轴的跳动超出了大多数设置所能实现的范围。但希望遵循本文介绍的指导原则能为您省去一些不必要的后期处理和重复打印!
编译整理:ALL3DP









")







