
























3D 打印“拉丝”:5 个简单的解决方案
魔猴君 知识堂 233天前
当 FDM 打印机喷嘴穿过开放空间到达下一个点时,有时会渗出融化的塑料,然后凝固并粘在打印部件上。这就是 3D 打印机的 "拉丝 "现象,它会使 3D 打印部件上出现类似蜘蛛网或头发丝的塑料细线。
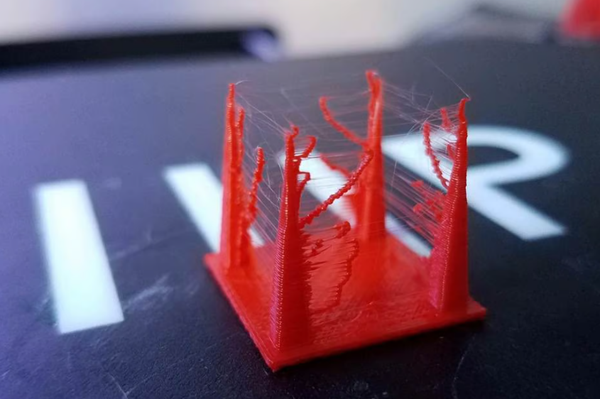
从理论上讲,当喷嘴在露天空气中移动时(也称为移动),塑料应该不会沉积。但是,熔融塑料经常会渗漏到不该渗漏的部件上,使打印件看起来像 "胡须"。
FDM 打印机出现拉丝的主要原因是回缩设置不正确和热端温度设置过高。例如,PETG 需要相对较高的温度才能熔化,因此容易出现拉丝现象。而 PLA 和 ABS 也有这个问题。
本文魔猴网将和大家一起学习五种简单的解决3D打印拉丝方法,希望大家都可以打印出完美作品。
启用回缩
启用回缩是解决 3D 打印机拉丝问题最常用的方法。启用回缩意味着,当挤出机必须穿过某个空间时,长丝将被进料器拉回(仅一点点)。这可以防止熔化的塑料在打印机头移动时拖尾,因为“拉回”动作可以作为防止渗漏的对策。一旦挤出机到达下一个位置,细丝就会被推出,并再次从喷嘴恢复打印。
在大多数切片应用程序中,例如 Cura,通常默认启用回缩。不过,如果回缩设置已打开,并且您仍然遇到 3D 打印机拉线问题,则可能需要深入了解回缩设置的具体情况:
缩回距离
回缩距离可能是最关键的回缩设置,因为它决定了灯丝行进的距离。一般来说,如果您的喷嘴可以进一步缩回,则意味着您遇到 3D 打印机拉丝的可能性较小。但同样,如果您缩回得太远,当您需要恢复打印时,热丝可能无法在热端使用。
要确定正确的缩回距离,您可能必须执行测试打印。
回缩速度
回缩速度决定灯丝回缩的速度。较快的回缩速度表明 3D 打印机拉丝的可能性较小,因为细丝在开始渗出之前已被足够快地拉回。然而,当回缩速度太快时,可能会导致灯丝与喷嘴内的其他部分断开。更糟糕的是,驱动齿轮的快速移动可能会研磨熔融塑料并堵塞喷嘴或产生未沉积细丝的区域。
因此,您应该致力于找到一个最佳点(在慢速和快速之间),在该点上回缩效果最佳。这个最佳点可能会根据打印材料的不同而有所不同。执行几次测试打印以确定理想的收缩速度。
应该使用什么设置?
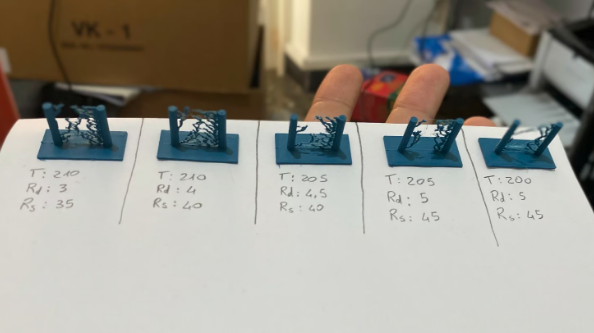
不同的回缩设置可以显着增加或减少斑点(来源:Sennar59 via Reddit)
要确定最佳回缩值,首先必须了解要使用的挤出机和打印材料。
在直接驱动挤出机上,ABS 和 PLA 等材料的速度通常为 40 至 60 毫米/秒,回缩距离为 0.5 至 1.0 毫米。这些数字并不是固定不变的,会根据许多变量发生变化。
一些切片机程序(如 Simplify3D)带有 "平移 "和 "擦拭 "参数,是进一步调整缩放值的强大工具。顾名思义,"擦拭 "是让喷嘴贴着外壁移动,以擦掉残留的塑料,而 "滑行 "则是在打印线的最后几毫米处关闭挤出机,以减少压力积聚,防止出现大块或斑点。
在 Cura 中,"回缩最小行程 "设置可防止打印头回缩,除非打印头移动到一定距离。这样可以防止长丝磨断。另一个需要考虑的设置是 "梳理模式",它可以控制打印机的移动,避免不必要的缩回。所有回缩设置都可以在 Cura 的 "移动 "下拉菜单中找到。
归根结底,如果缩回操作正确,就能防止拉丝,让您对打印有更多控制。
设置合适的温度
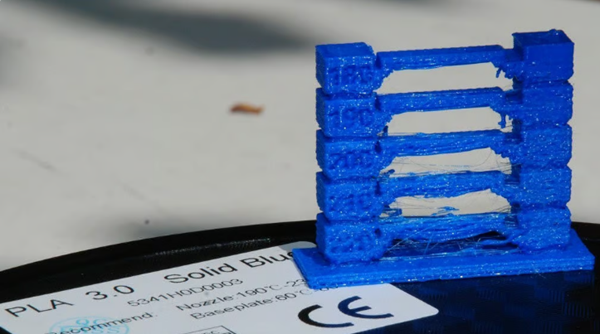
这个模型将帮助您找到完美的温度(来源:dede67 via Thingiverse)
随着温度升高,打印材料变得更加液化,并且更有可能从喷嘴滴落,即使在调整回缩设置后也是如此。较低的喷嘴温度会降低这种可能性。不过,一定要注意温度不要设置得太低。极低的温度可能会阻止长丝熔化并造成挤出问题。
理想的温度取决于打印材料和其他打印设置。但是,一旦发现拉丝,通常建议降低温度。您可以尝试将喷嘴温度降低 5 到 10 °C,但切勿将温度降低到制造商的最低规格以下。以下是一些最流行的耗材的通常推荐喷嘴温度:
PLA: 180-220℃
ABS: 210-250 °C(90-110 °C 打印床)
PETG: 220-250℃
TPE: 210-260 °C(20-110 °C 打印床)
PVA: 160-215 °C(60 °C 打印床)
TPU: 210-230°C(30-60°C 打印床)
使用温度校准塔测试打印是确定每种打印材料的理想温度的好方法。
调整打印速度
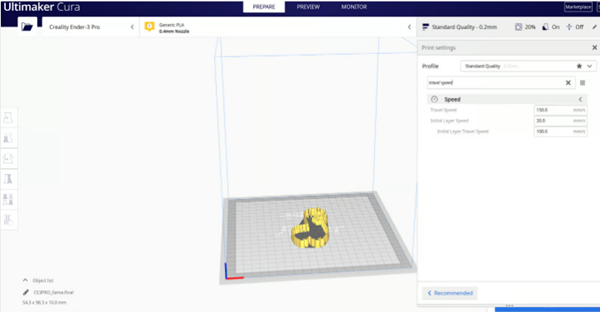
打印速度也会影响 3D 打印机拉丝。例如,如果喷嘴在两点之间移动的时间过长,就很可能出现串线现象,因为熔融塑料有更多的时间从喷嘴中渗出。但如果挤出机的移动速度较快,短时间的移动就可能足够快,丝状物就没有足够的时间渗出。
在不打印时提高喷嘴的移动速度可以减少 3D 打印机串线,但如果温度较低而打印速度过高,最终可能会出现挤出不足的情况,因为塑料没有足够的时间滴落。
一般来说,190 至 200 毫米/秒的速度对大多数打印材料都适用。作为3D打印者,在进行任何调整之前,您需要确认打印机使用的速度。例如,X/Y 轴移动速度代表了从一边到另一边的移动速度,这个速度直接关系到喷嘴在空白空间移动的时间长度。
打印前彻底清洁喷嘴

您可以使用刷子清洁 3D 打印机喷嘴(来源:Airwolf 3D)
当您长时间使用打印机,尤其是使用 PETG 等单一类型的材料时,长丝会在喷嘴内外留下一层薄薄的残留物。这层残留物会导致 3D 打印机串线,因为长丝会试图粘在打印部件的表面。
为避免这一问题,请确保在打印前彻底清洁喷嘴。首先从喷嘴外部开始,趁热用湿布擦拭。这样可以清除喷嘴外部的碎屑,但您可能需要使用钢丝刷或小刀片来清除残留的材料。
接下来,您要处理喷嘴内部,清理堵塞输出孔的碎屑。最简单的方法是将小针或钻头插入喷嘴。这样可以打碎污垢,清理喷嘴。但是,如果这样做不起作用,您也可以尝试用冷拔法清除之前丝线上的残留污垢。
如果使用上述方法清洁后仍有问题,您可能需要更换喷嘴。只需确保加热热端,熔化粘在里面的材料,并清除送入挤出机的长丝。清除所有残留材料后,就可以取下喷嘴。然后,在安装新喷嘴前用小金属镐清洁热端。
保持长丝无湿气

密封干燥箱可以保护您的灯丝免受潮湿(来源:mcfada via Instructables)
空气中的水分会损坏长丝并导致串丝。一旦存在水分,塑料受热后就会变成蒸汽。这种蒸汽会与塑料混合,增加非打印过程中渗出的可能性。聚乳酸是主要的罪魁祸首,因为与 ABS 和其他材料相比,它往往会吸收更多的水分。不过,所有 FDM 3D 打印丝在某种程度上都具有吸湿性。
如果出现严重的串丝现象,就说明你的长丝受潮了需要烘干保存。
编译整理:ALL3DP
上一篇 3D打印技术面临的挑战









")







