
























魔猴网数字化制造简明手册(四):探索3D打印
魔猴君 知识堂 355天前
在这一章魔猴网将和大家一起:
▶ 初识3D打印
▶ 理解不同工艺
▶ 设计考量
▶ 后处理
3D打印是一个概括性术语,是所有增材制造工艺的通称,在绝大多数情况下增材制造和3D打印是同义词,可以互换使用。您如果没有接触过3d打印,可能会将这个术语与某种类似于喷墨打印机的设备联系起来,但了解更多后,您会惊讶于3D打印所包含的形式和功能。 本章简要介绍了 3D 打印,列举其中几种重要工艺,讨论了一些为3D打印而设计时需要注意的事项,并简述了可能涉及的后续工艺。
一、了解3D打印
如前所述,3D打印包含了一组不同的增材制造工艺,用来满足不同的设计和功能需求。 尽管这些工艺差异很大,但在了解每个工艺的细节之前,我们先来了解它们的共同特征。
1、工艺流程
3D打印通过堆叠非常薄的材料层来构建零件。 有几种方法可以将材料层连接成固体物体,包括挤压、喷射、烧结、熔合或固化。 无论工艺中使用那种特定方法,每一层材料都是单独铺设的,然后将材料粘合到下面的层以形成零件。
2、设备
谈到数字化制造,高质量的工业3D打印设备真的很重要。 虽然一个简单的桌面 3D 打印机可能足以让一个心灵手巧的工匠在一个周末的时间打造出一个粗糙的玩具或其他基本原型,但为商业项目而生产的高级原型或零件所需的设备要复杂得多、功能强大得多且昂贵得多。
用于增材制造的设备因使用的工艺而异,但基本上它需要能够以极高的精度放置材料到指定位置。 根据工艺的不同,可能还需要将材料熔合或粘合到指定位置(某些工艺使用可以自动粘合到现有材料层的材料,如立刻光刻)。
除了使用可靠的增材设备和材料外,制造高质量原型还依赖于强大具有复杂处理能力的计算机工作站来构建精密零件模型。 一家好的数字制造公司通常会兼具这三个条件:可靠的设备,高质量的材料,强大的计算机。
3、使用场景
由于3D打印通过叠加成千上万个薄层材料这种独特的方式来制造零件,使得3D打印获得了可以创建高度复杂的几何形状的能力,这些复杂的形状结构很可能时无法通过其他传统方式加工成型,这让3D打印在制造复杂形状或者结构时具有优势。此外,增材制造对于快速创建原型特别有吸引力,而且在某些情况下,它也适用于少量生产终端零件。同注塑成型或者CNC加工不同,3D打印可以简单直接无需额外的设计规划就可以开发零件,从而可以快速探索您的设计选项,降低了在传统的制造过程中可能遇到的一些门槛。
4、了解主要3D打印工艺
在本节中,我们将介绍各种主流的 3D 打印工艺,以帮助您更好地理解某个工艺是否可以满足您在原型制作和零件生产的不同阶段的需求。
粘结剂喷射(Binder Jetting)
粘合剂喷射是最简单和最基本的增材成型工艺之一。 喷墨打印头在粉末床上移动,选择性地喷射液体粘合材料(胶水)。 在打印完一层后再放置一层新的一层未胶合的粉末,重复该过程,直到形成完整的零件。 打印完成后,将未胶合的粉末去除,留下成品。
粘结剂喷射工艺具有下列优点:
✓ 生产速度快
✓ 成本较低
✓ 易于生产各种颜色
✓ 易于复制复杂的几何形状
相应地粘结剂喷射具有下列缺点:
✓ 粗糙的表面
✓ 零件强度低
✓ 不适合功能测试
立体光刻
立体光刻 (SLA) 使用计算机控制的紫外激光来固化光敏树脂池中的零部件。 当激光扫描完成一层固化后,零件会下降一层到液态树脂池中,从而覆盖新的一层树脂,开始下一层固化,直到全部零件完成。 成品零件的质量很大程度上取决于 SLA 工艺中使用的设备的质量,工艺原理如图 4-1 所示。

立体光刻的主要优点有:
✓ 价格适中,性价比高
✓ 易于复制复杂的几何形状
✓ 完成表面好,是增材工艺中最佳表面光洁度之一
SLA工艺还具有某些缺点,包括:
✓ 零件强度低
✓ 固化树脂随时间变脆
✓ 零件在功能测试中的用途有限。
塑料熔融沉积(FDM)
塑料熔融沉积 (FDM) 将热塑性树脂(通常为ABS、PC或 PLA)分层熔化并重新固化,形成成品原型。 因为它使用真正的热塑性树脂,所以零件比别的某些工艺生产的零件更坚固,并且FDM的有些材料甚至可能在功能测试中使用。
FDM 工艺的一些优点包括:
✓ 价格适中
✓ 中等强度
✓ 与真实塑料的物理特性部分匹配或接近
✓ 易于复制复杂的几何形状
FDM 工艺也有一些缺点:
✓ 零件上的波纹表面很明显
✓ 零件成品可能是多孔的
✓ 对功能测试的适用性有限
✓ 生产缓慢; 生产大型零件可能需要几天时间
✓ z 轴强度较差
多聚合物喷射(Polyjet)
多聚合物喷射(Polyjet) 使用打印头喷射光敏树脂层,这些树脂层使用紫外线快速逐层固化。 Polyjet工艺的层厚非常薄,可以制造很细微的细节。 该工艺一般使用凝胶基质做支撑,这种凝胶基质在部件完成后被可以被移除。
Polyjet工艺的一些优点包括良好的表面光洁度和易于复制复杂几何形状。 但缺点包括树脂选择有限、强度差和材料昂贵等。
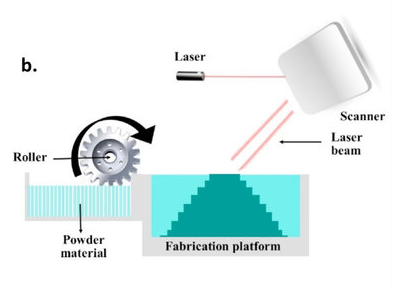
选择性激光烧结(SLS)
选择性激光烧结 (SLS) 采用计算机控制的 CO2(二氧化碳)激光器从下到上熔合尼龙等粉末状塑料材料层。 强度优于SLA,但低于注塑或CNC加工等工艺生产的强度。 SLS 在某些情况下可以作为终端零件生产工具使用。
SLS 具有几个优点:
✓ 价格适中
✓ 提供非常好的准确性
✓ 比其他一些工艺更耐用,例如 SLA
✓ 适用于一些功能测试
✓ 易于复制复杂的几何形状
SLS 的缺点包括材料选择有限,并且表面光洁度通常较粗糙。
数字光处理(DLP)
基于数字光处理 (DLP) 的增材制造将3D模型切片分层一层层图像,再由德州仪器 (Texas Instruments) 的 DLP 芯片将这些层一个接一个地投射到光敏树脂池的液面。 投射的光使位于可移动成型板上的一层液态光敏树脂硬化。 随着新图像投射到液面上,成型板会以小幅度向下移动,从而硬化每个后续层直到最后一层。 该工艺可用于生产数量有限的小型,需要有高细节零件(比方首饰),但不太适合较大的零件,尤其是那些需要光滑饰面的零件。
DLP 的优点包括:
✓ 相对较快的成型过程。
✓ 零件价格具有竞争力。
✓ 高分辨率是可能的。
✓ 可以产生非常复杂的形状。
DLP 的一些缺点是:
✓ 树脂选择有限
✓ 可能不适合功能测试
✓ 可能会有粗糙的表面
直接金属激光熔融(DMLS或SLM)
金属激光烧结 (SLM) 是制造金属零件的主要增材制造工艺。 它类似于SLS塑料的选择性激光烧结,但使用的是金属,包括铝合金、不锈钢、钛、钴铬合金和铬镍铁合金。 SLM工艺生产的金属零件具有良好的精度和细节以及出色的机械性能。 SLM可用于生产非常小的零件和特征,并且由于它是一种增材工艺,它可以生产机加工无法加工的结构形状,例如部分封闭的空间结构。
SLM生产的零件几乎总是需要二次加工,包括钻孔、开槽、铣削和铰孔,以及精加工后处理,包括阳极氧化、电抛光、手工抛光、喷塑或喷漆。
SLM具有一些重要的优势:
✓ 几乎可以使用常见的金属合金
✓ 机械性能与传统成型零件基本相同
✓ 可以生产无法机加工或铸造的几何形状结构
SLM 也有一些缺点:
✓ 生产相对缓慢。
✓ 零件可能很昂贵。
✓ 制造优质零件需要相当多的专业知识。
✓ 零件通常需要昂贵的后处理。
二、3D打印设计考量
一些重要的设计考虑会影响您的零件的制造方式。 例如,所使用的工艺类型对可以获得的最小细节有直接影响,如果选择错的工艺会导致设计意图无法体现。
在某些情况下,可能需要修改您的设计以包含内部支撑。 对支撑的需求取决于零件的物理设计和材料成分等因素。 如果您选择的工艺需要,您的数字制造合作伙伴应该能够提供有关支持的建议。
您可能还会遇到与所选材料和零件物理体积等相关的成本考虑。 根据所使用的工艺,合适的塑料材料包括:
✓ ABS
✓ 尼龙
✓ 聚碳酸酯
✓ 聚醚醚酮 (PEEK)
✓ 聚醚酰亚胺 (PEI)
✓ 聚丙烯
合适的金属包括:
✓ 铝
✓ 钴铬
✓ 铬镍铁合金
✓ 不锈钢
✓ 钛
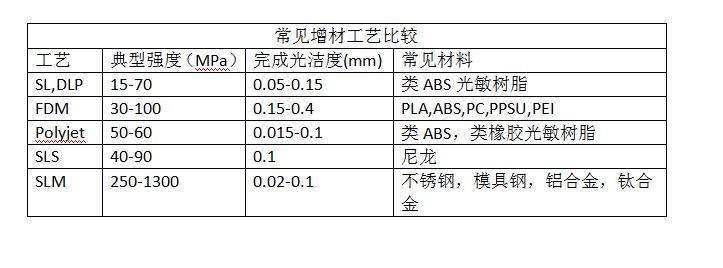
第 3 章更详细地讨论了材料,但上表格简要回顾了适用于某些工艺的材料。
在选择合适的工艺和材料时,您需要考虑零件强度和光洁度等因素。
三、3D打印后处理
是否需要后处理主要取决于零件的预期用途和所选择的工艺。 例如,一个只是概念模型的零件,只需要给出成品尺寸和形状的概念,就不需要进一步后处理。 反之yan'ge,在频谱的另一端可能是由 SLM制造的用于终端用途的金属部件,比方说用于飞机或者火箭上天。 在这种情况下,零件可能需要众多严格的后处理,例如阳极氧化来保护它,热处理来加强它,超声探伤来做质量检测。










")







