
























如何设计CNC零件?
魔猴君 知识堂 105天前
CNC工艺介绍
计算机数控(CNC)加工是一种减材制造方法,使用许多高速、精密的机器来实现所需的结构。基本上,使用各种方法逐渐剥离材料块的一部分,包括切割、钻孔、斜切和开槽等。
与所有制造工艺一样,通过在设计阶段考虑CNC加工的具体情况可以获得更好的结果。在简要回顾了数控机床的种类之后,本文将详细介绍一些设计方面。
数控机床的类型

卧式铣床。资料来源:pinterest
一些常见的数控机床类型包括:
车床:通常用于制造复杂的圆柱形形状,对于许多设计来说,车床因其操作的成本效益而成为首选。材料转动,而切削刀具保持静止。几何形状的创建依赖于固定工具的运动和进给速率以及材料的旋转速度控制。
立式铣床:主轴轴线(以及切削刀具)垂直于机床床身对齐。与车床的不同之处在于切削刀具是移动的。
卧式铣床:刀具安装在工作台上的水平主轴上。当刀具需要去除大量材料或对精度要求较低时,可以使用它们。
刳刨机:与立式铣床类似,切削刀具垂直于机床床身对齐,刳刨机移动,而零件保持固定。主要区别在于工作区域与机器的比率,对于铣机来说几乎为1:1,但对于铣床来说接近1:3。
对于上述所有机器,使用各种高速切削工具执行所需的不同工艺,从固体金属或塑料块中去除材料。大多数用于CNC加工的刀具都具有圆柱形柄,具有特定的刀尖形状和有限的总切削长度。
当材料从工件上去除时,刀具的几何形状被转移到零件上。这意味着CNC加工零件的内部特征始终具有圆角半径,无论加工过程中选择的切削刀具有多小。
CNC材料介绍
各种黄铜液压配件来源:oemoffhighway
材料选择对于确定零件的成本至关重要。选择它们进行加工时要考虑的特性包括硬度、刚性和耐化学性以及其他机械和美观品质。
用于机械加工的常见金属包括:
钢:所有钢均由铁和碳组成。碳和任何附加合金的含量决定了每种钢种的性能。有大量不同的等级和类型可以满足多种应用。良好的加工等级包括不锈钢304和316(提供可成形性、可焊性和耐腐蚀性)以及4130(提供足够的强度、韧性和抗疲劳性,可用于军用和商用飞机零件)。
铝:铝是世界上储量最丰富的金属。纯铝质地柔软、延展性好、耐腐蚀且导电性高。铝还可以与其他金属形成合金以增强某些特性。用于机加工的重要牌号包括6082(优异的耐腐蚀性和最强的6000系列合金)和6061(良好的耐腐蚀性、成型性和焊接性)。
黄铜:黄铜可以提供高强度、高机械加工性和耐腐蚀性。这些特性使其成为低压液压连接器和低摩擦物品(例如锁和弹药)的理想材料。由于其与黄金相似,它也被广泛用于装饰目的。
铜:优异的导电性使铜成为母线和电机等电气产品的理想产品,但由于其耐腐蚀性,也可用于散热器、屋顶和排水沟。加工铜通常是一个简单的过程,因为铜是一种良好的导热体,易于成型。
可用于加工的塑料范围包括:
尼龙:尼龙是一种合成热塑性线性聚酰胺,有一系列等级,类似于钢和铝。主要特性包括良好的机械加工性、高抗压强度和高摩擦阻力。这也是一个相当经济的选择。在某些应用中,它可以代替金属,提供更持久、维护成本更低的解决方案。
PTFE:PTFE通常称为特氟龙,具有优异的耐摩擦性,是需要耐用性和高冲击强度的零件的理想选择。与尼龙等其他加工塑料不同,PTFE的吸湿率非常低,非常适合潮湿环境。主要应用包括绝缘体、阀门部件、轴承和垫片。
PEEK:聚醚醚酮(PEEK)非常适合高强度和高刚度应用。此外,PEEK具有较高的耐热性、耐湿循环性以及耐化学性,是泵部件、医疗植入物和航空航天部件的理想选择。
其它如ABS/PC塑料等
设计要点
1、公差和配合

车后轴上的多个轴承需要几何公差。(来源:cometkartsales)
公差定义了任何给定尺寸的可接受范围。如果没有定义总体公差,大多数机械车间将使用±0.125 mm的标准公差,但定义自己的标准通常很重要,因为应用可能需要比这更严格的公差。
配合可以称为公差的正确应用,并且指定为基于轴的配合或基于孔的配合。适合可以分为三类:
间隙配合:孔比轴大,允许两个零件在组装时滑动或旋转。
过渡配合:孔的尺寸与轴相同或稍小,安装或拆卸时需要很小的力。
过盈配合:孔比轴小,组装或拆卸时需要很大的力(或热量)。
仅当需要控制两个或多个配合零件的配合时才应使用特定公差。以下示例包含所有三种拟合:
轴承到外壳:将轴承插入外壳,其中外圈保持静止,内圈允许旋转,需要过盈配合或过渡配合(取决于外壳中使用的材料)。
轴到轴承:轴承通常指定为过渡配合或微小间隙配合,以允许任何轴的设计为整数。在CAD包中检查轴承规格和装配体非常重要,以便在制造前快速标记任何潜在问题。
安装外壳:假设外壳刚性地安装在框架上,则用于配合两个部件的孔需要满足特定的间隙。
但是,假设外壳是跨较大框架设置的三个外壳之一,并且有一根长轴(或轴)穿过所有外壳,如何控制安装孔的间隙以及轴轴承的同心度?
这就是几何尺寸和公差(GD&T)的用武之地,它使用符号语言来明确描述标称几何形状和允许的变化。对于上面的示例,您可以使用同心度或位置特征来控制配合。
虽然标准公差通常足以满足零件设计的要求,但对于特征相互影响的更复杂的零件,GD&T中使用的某些几何特征(平面度、直线度、圆柱度、同心度等)是必要的。确保避免任何不必要的严格公差,因为这可能会降低机器速度、需要额外的夹具或使用特殊的测量工具,从而增加零件成本。
2、孔和螺纹

机加工零件上的螺纹孔。(来源:micro-machine-shop)
洞
钻孔深度:保持较低的钻孔深度以避免使用专业工具,除非完全必要,否则不要指定平底孔
延伸孔:对于延伸孔,可以从零件的两侧钻孔。不过,重要的是要认识到两个孔相遇的地方会存在不匹配,这可以通过使用夹具来解决,但会增加零件成本。
边缘钻孔:对于边缘钻孔,确保钻头的整个直径包含在零件内。如果直径的任何部分位于外部,则钻头可能会折断,表面光洁度会很差,并且在拐角处产生的锋利边缘可能会折叠。如果完全必要,请先对零件进行钻孔,然后铣掉材料以留下部分孔。
线程数
方法:创建线程主要有三种方法。
切割丝锥:通过从孔中去除材料来形成配合对的母部分。
成型丝锥:通过孔内材料的位移来创建螺纹。
螺纹铣刀:使用螺旋插补沿主轴轴线插入以创建螺纹。
孔类型:对于螺纹孔,通孔是理想的选择,因为这样可以使丝锥完全穿过零件并确保创建精确的螺纹。对于盲孔,在螺纹长度上加上孔底公称直径的1.5倍。
螺纹尺寸:由于易于制造,请确保选择尽可能最大的螺纹尺寸。较小的丝锥意味着在生产过程中断裂的可能性更大。
螺纹深度:仅将零件加工到必要的长度,因为更深的螺纹会增加成本,而现成的尺寸可以降低成本。请咨询您选择的机械厂,他们拥有哪些螺纹。
图纸详细信息:表示要添加到报价中的螺纹,并包含详细说明所有螺纹的准确2D图纸,以避免混淆并确保您收到的零件与设计相符。
3、倒角和圆角
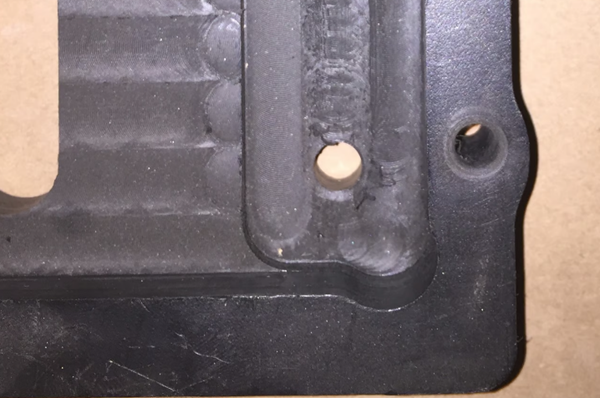
带有狗骨角的机加工托盘。(来源:Alex Haysler)
倒角:两个表面在锐边相交处进行斜切,目的是简化组装(将螺栓插入孔中),并降低处理尖锐物体时受伤的风险。
圆角:零件内角或外角的倒圆角,此特征通常是刀具半径的结果。保持零件上的任何半径大于刀具半径非常重要,因为这将使加工过程更加简单。
去毛刺:注意倒角和去毛刺是有区别的。机械师只会打破零件的边缘以去除毛刺,但如果需要特定尺寸,则会对材料进行倒角。倒角边缘应保持45°,除非必须使用不同的角度。
内部圆角:内部圆角应尽可能大,以便使用大直径刀具,从而减少加工时间。一般情况下,内部圆角半径应大于型腔深度的1/3,以免折断刀具。
狗骨角:如果配合零件需要方角,则可以使用狗骨角去除角周围的材料。为了便于制造,角直径应尽可能大。
底部边缘圆角:在型腔底部创建半径时,使用小于壁上半径的半径进行加工会更容易。这样就可以使用相同的工具,从而在拐角处形成平滑的流动。
4、底切
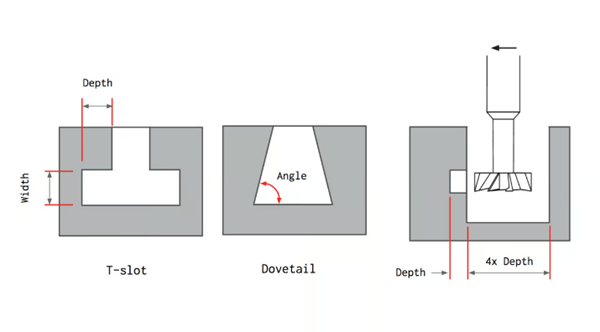
重要的底切刀具信息。(来源:3D中心)
底切是无法使用标准切削刀具加工的特征,因为它们的某些表面无法从上方直接触及。底切特征有两种主要类型:
T形槽:切削刀具由连接到垂直轴的水平切削刀片组成,为了限制这些情况下的成本增加,请使用整毫米增量或标准英寸分数作为刀具宽度。
燕尾榫:切削刀具使用角度作为定义特征尺寸,标准刀具为45°或60°(也可提供最大120°、增量为10°的刀具)。
加工时,最好避免底切,因为它们很难加工并且需要专业工具或多次设置。如果完全必要,请保持底切量尽可能小。
对于内壁的底切,请为工具留出足够的间隙。在机加工墙和任何其他内墙之间添加至少等于底切深度四倍的空间。
表面处理
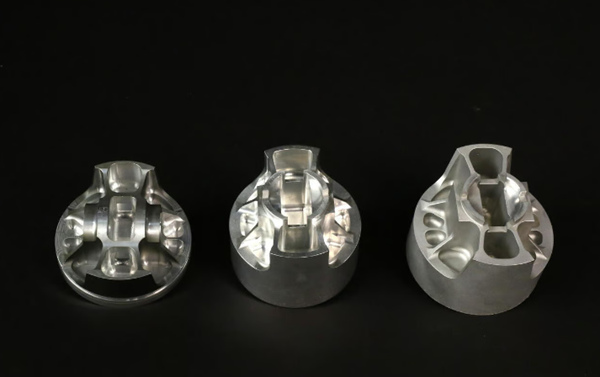
底部经过喷砂处理的毛坯活塞(最右侧)可消除加工过程中的应力集中。(来源:jepistons.com)
CNC加工零件最常见的表面处理如下:
铣削加工:由于CNC加工的性质,零件表面上会出现一些工具痕迹。表面质量通过平均表面粗糙度来衡量,平均表面粗糙度定义为加工轮廓与理想理论表面的平均偏差。这种表面处理提供了最严格的尺寸公差,并且这种表面处理没有额外成本,但铣削产生的可见工具痕迹会影响零件的美观。
喷珠:使用加压气枪用小玻璃珠轰击零件,去除一些材料并使零件的裸露表面光滑,从而获得均匀的哑光或缎面表面光洁度。可以屏蔽关键表面和特征,以避免任何不需要的尺寸变化。此过程的手动性质意味着精加工质量在很大程度上取决于操作员的技能,但根据所使用的玻璃珠的尺寸(从粗到非常细,与砂纸等级类似)可以产生各种不同的精加工效果喷砂还可以帮助缓解加工过程中留下的一些应力集中,这对于机械应变部件(例如活塞)非常有用,因为在给定区域中任何大于材料强度的集中应力都有可能产生疲劳裂缝。
阳极氧化:在称为电解质的化学溶液中在铝或钛零件上形成氧化膜的过程。有不同的类型:
I型是一种铬酸阳极氧化膜,用于航空航天和其他精密加工部件。它是焊接组件的理想选择。此过程通常使用黑色染料,因为其他颜色不那么实用。该面漆还可用作底漆,以获得更高质量的粉末涂层面漆。
II型涉及稀释硫酸,被称为“标准”或“装饰性”阳极氧化,生产的零件具有光滑表面、良好的腐蚀性和有限的耐磨性,但仍然适用于需要严格公差的零件。
III型也使用稀硫酸,但它是一种“硬涂层”,可产生具有非常高的耐腐蚀性和耐磨性的厚陶瓷涂层,主要用于滑动部件和铰链机构以及其他机械应力部件,例如阀门和活塞。
粉末涂层:在零件表面添加一层薄薄的保护性“油漆”(是干粉末而不是液体喷雾),提供与所有类型的金属兼容的坚固且耐磨的表面处理。粉末涂层零件比阳极氧化零件具有更高的抗冲击性,因为多层粉末涂层可以应用多种颜色。然而,与阳极氧化相比,这确实导致尺寸控制较少。此外,由于应用的性质,对内部特征和表面进行涂层并不容易。
电镀:通过使带正电的电流通过溶解有金属离子的溶液(阳极)以及使带负电的电流通过部件(阴极),将一层或多层金属施加到部件上。由于使用了锡、铅和锌等单一金属以及更美观的金属(金和银),因此可以添加定制属性。该工艺通常用于医疗诊断仪器、电子和光学器件的精加工。
还可以使用其他专业表面处理剂,例如干润滑剂(减少摩擦)和其他增强性能的表面处理剂,因此对您的应用进行尽职调查非常重要。
注意事项

在机加工零件上进行雕刻和压花。(来源:datron.com)
薄壁:难以加工且容易断裂,薄壁加工需要低切削深度的多次走刀,从而增加了成本。薄壁特征也很容易产生振动,因此加工精确的薄壁非常具有挑战性且耗时。
深型腔:型腔深度应保持在刀具直径的四倍以下,以减少加工难度和刀具破损的可能性。
小特征:微孔就是这样的一个例子(直径小于2.5毫米),它增加了加工难度和时间,对加工过程中的成本产生负面影响。
浮雕文字:由于在此过程中需要去除大量材料,因此最好使用雕刻文字。还建议使用最小尺寸为20磅的无衬线字体,以避免雕刻文本中出现小特征。
非关键特征的特定公差:加工零件所需的精度越高,由于加工时间和劳动力增加,成品零件的成本就越高。应谨慎定义具体公差,并且仅在技术图纸上使用标准公差不可接受时才定义。
编译整理:ALL3DP
的名义价格,如果制作零件较大,价格会显著下降。")









")







