
























如何设计用于CNC加工的零件?
魔猴君 知识堂 635天前
在这份完整的 CNC 加工设计指南中,魔猴汇编了基本和高级设计实践和技巧,以帮助您实现定制零件的最佳结果
CNC加工是一种减材制造技术,使用各种高速旋转的切削工具从实体块中去除材料,以生产基于 CAD 模型的零件。 金属和塑料都可以进行 CNC 加工。
CNC 加工零件具有高尺寸精度和严格的公差,并适用于大批量生产和一次性工作。 事实上,CNC 加工是目前生产金属原型最具成本效益的方式。
一、CNC设计的主要限制是什么?
CNC 提供了极大的设计灵活性,但也有一些限制。 这些限制与切削过程的基本力学有关,主要涉及刀具几何形状和刀具通道。
1、刀具几何
最常见的 CNC 切削工具(立铣刀和钻头)具有圆柱形形状和有限的切削长度。
随着从工件上去除材料,工具的几何形状被转移到加工零件上。 例如,这意味着 CNC 零件的内角始终具有半径,无论使用多小的切削刀具。
2、工具访问
为了去除材料,刀具直接从上方接近工件。 无法以这种方式访问的特征无法进行 CNC 加工。不过这条规则有一个例外:底切
一个好的设计实践是将模型的所有特征(孔、空腔、垂直墙等)与六个主要方向之一对齐。 但是,将此规则视为建议而非限制,因为 五轴数控系统 提供先进的工件夹持能力。
当加工具有大深度与宽度比的特征时,工具访问也是一个问题。 例如,要到达深腔的底部,您需要具有延伸范围的工具。 这意味着末端执行器的运动范围更广,这会增加机器颤振并降低可实现的精度。
如果您设计的零件可以使用具有最大可能直径和最短长度的工具进行 CNC 加工,它将简化生产。
二、CNC 设计指南
在为 CNC 加工设计零件时经常遇到的一个挑战是不存在全行业的特定标准。 数控机床和工具制造商不断提高技术能力,扩大可能的极限。 下表总结了 CNC 加工零件中遇到的最常见特征的推荐值和可行值。
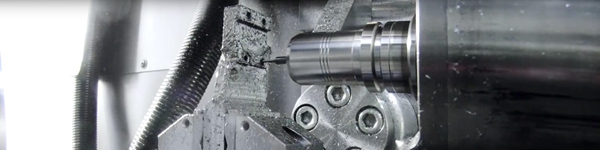
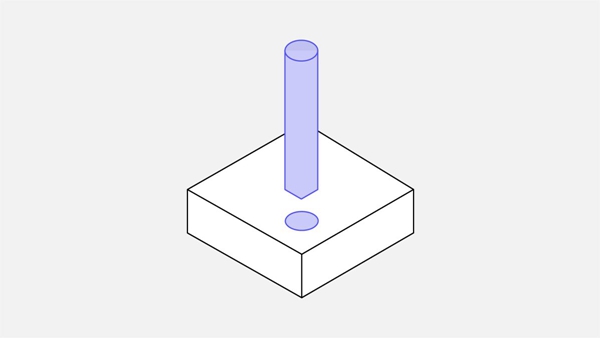
1、空腔和口袋
推荐型腔深度: 4倍型腔宽度
立铣刀的切削长度有限(通常是其直径的 3-4 倍)。 当型腔的深宽比较小时,刀具偏斜、排屑和振动会变得更加突出。
将空腔的深度限制为其宽度的四倍可确保获得良好的结果。
如果需要更大的深度,请考虑设计具有可变型腔深度的零件。
深腔铣削: 深度大于刀具直径六倍的腔被认为是深的。 使用专用工具(最大深度:35 厘米,直径为 1 英寸的立铣刀),可以实现高达 30:1 的工具直径与型腔深度比。
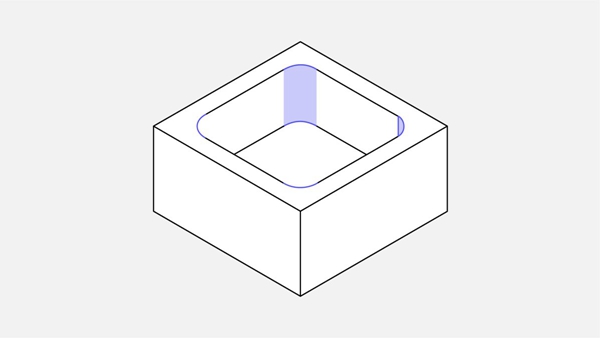
2、内部边缘
垂直角半径
推荐: ⅓ 倍腔深度(或更大)
使用推荐的内角半径值可确保可以使用合适的直径工具,并与推荐的型腔深度指南保持一致。
将拐角半径增加到略高于推荐值(例如增加 1 毫米),允许刀具沿着圆形路径而不是 90 角进行切削。 这是优选的,因为它导致更高质量的表面光洁度。 如果需要尖锐的 90 度内角,请考虑添加 T 型骨底切,而不是减小角半径。
3、地板半径
推荐: 0.5 mm、1 mm 或无半径
可行: 任何半径
立铣刀具有平坦或略圆的下切削刃。 其他地板半径可以使用球头工具加工。 使用推荐值是很好的设计实践,因为它是机械师的首选。
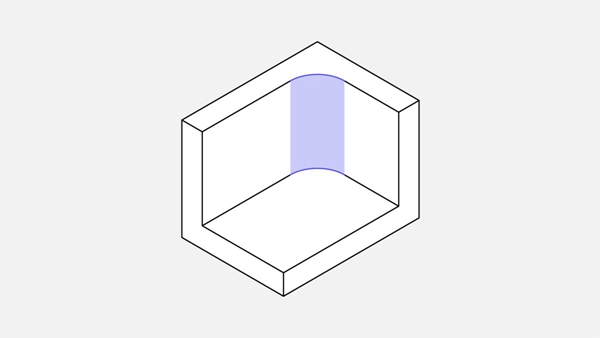
4、薄壁
最小壁厚
推荐: 0.8 毫米(金属)、1.5 毫米(塑料)
可行: 0.5 mm(金属),1.0 mm(塑料)
减小壁厚会降低材料的刚度,这会增加加工过程中的振动并降低可达到的精度。 塑料容易翘曲(由于残余应力)和软化(由于温度升高),因此建议使用更大的最小壁厚。 上述可行值应根据具体情况进行检查。
5、孔
6、直径
推荐: 标准钻头
可行: 任何大于1毫米的直径
使用钻头或立铣刀加工孔。 钻头的尺寸是标准化的(公制和英制单位)。 铰刀和镗孔工具用于精加工需要严格公差的孔。 对于直径小于 20 mm 的高精度孔,建议使用标准直径。
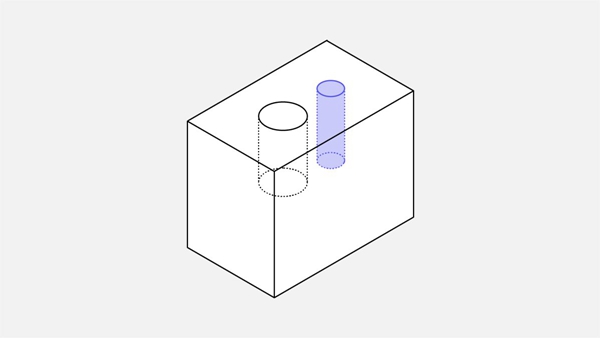
7、最大深度
推荐: 4 倍公称直径
典型值: 公称直径的 10 倍
可行: 40倍公称直径
非标准直径的孔必须用立铣刀加工。 在这种情况下,最大腔深度限制适用,并且应该使用推荐的最大深度值。 使用专用钻头(最小直径为 3 毫米)加工比典型值更深的孔。 用钻头加工的盲孔有一个锥形底面(135 度角),而用立铣刀加工的孔是平的。
CNC加工中通孔和盲孔之间没有特别的偏好。
8、线程
螺纹尺寸
最低: M2
推荐: M6或更大
螺纹用丝锥切割,外螺纹用模具切割。 丝锥和模具可用于将螺纹切割至 M2。 CNC 螺纹工具很常见,并且受到机械师的青睐,因为它们限制了丝锥断裂的风险。 CNC 螺纹刀具可用于将螺纹切削到 M6。
螺纹长度
最小: 公称直径的 1.5 倍
推荐: 3倍公称直径
施加在螺纹上的大部分载荷由少数几个第一齿承受(最多为公称直径的 1.5 倍)。 因此不需要长于公称直径 3 倍的螺纹。
对于用丝锥切割的盲孔中的螺纹(即所有小于 M6 的螺纹),在孔底部添加等于公称直径 1.5 倍的无螺纹长度。 当可以使用 CNC 螺纹工具(即螺纹大于 M6)时,孔可以在其整个长度上进行螺纹加工。
9、小功能
最小孔径
推荐: 2.5 毫米(0.1 英寸。'')
可行: 0.05 毫米(0.005 英寸。'')
大多数机加工车间可以使用直径小至 2.5 毫米(0.1 英寸)的工具精确加工型腔和孔。 任何低于这个限制的东西都被认为是微加工。 加工这些特征需要专业工具(微型钻头)和专业知识,因为切削过程的物理特性会随着这种规模的变化而变化。 因此,除非绝对必要,否则建议避免使用它们。
公差
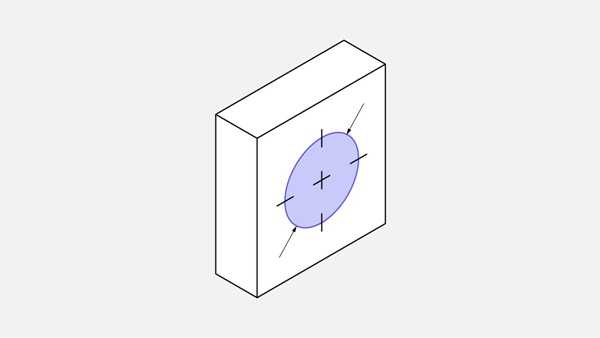
典型值: +-0.1 毫米
可行: +-0.02 毫米
我们的公差为 2768 中等或精细。 如果未指定公差,制造合作伙伴将使用选定的 2768 等级。
公差定义了可接受尺寸的边界。 可实现的公差根据零件的基本尺寸和几何形状而有所不同。 上述值是合理的指导方针。
文字和刻字
推荐: 字体大小 20(或更大),5 毫米刻字
雕刻文字优于浮雕文字,因为去除的材料更少。 建议使用最小大小为 -20 的无衬线字体(例如 Arial 或 Verdana)。 许多 CNC 机器都有针对这些字体的预编程例程。
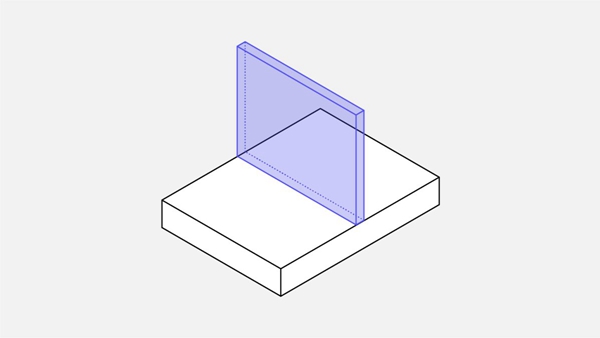
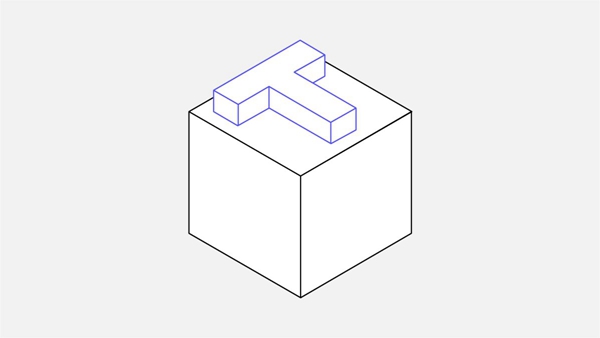
CNC 机床设置和零件定位
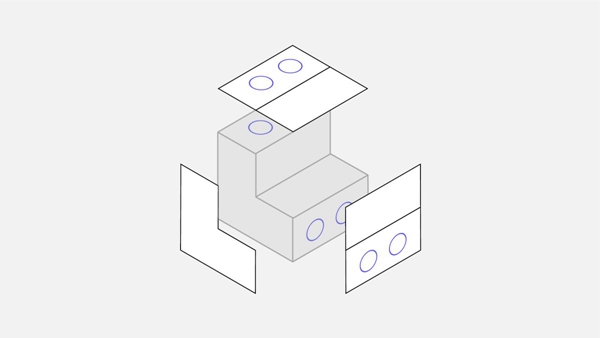
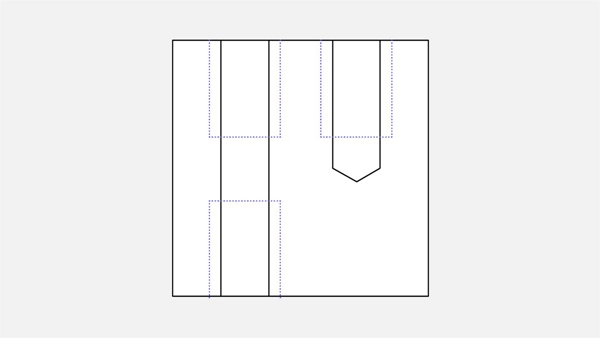
需要多次设置的零件示意图
刀具访问是 CNC 加工的主要设计限制之一。 为了到达模型的所有表面,工件必须旋转多次。
每当工件旋转时,必须重新校准机器并定义新的坐标系。
在设计时,出于两个原因考虑机器设置很重要:
机器设置的总数会影响成本。 旋转和重新对齐零件需要手动工作,并增加了总加工时间。 如果零件需要旋转三到四次,这通常是可以接受的,但任何超过此限制的东西都是过度的。
为了获得最大的相对位置精度,必须在同一设置中加工两个特征。 这是因为新的校准步骤引入了一个小的(但不可忽略的)误差。
三、什么是5轴CNC加工?
5 轴 CNC 机床同时沿五个轴移动切削工具或零件。 多轴数控机床可以制造具有复杂几何形状的零件,因为它们提供了两个额外的旋转轴。 这些机器消除了对多台机器设置的需要。
5轴CNC加工有哪些优势和局限?
五轴 CNC 加工使刀具始终与切削表面相切。 刀具路径可以更加复杂和高效,从而使零件具有更好的表面光洁度和更短的加工时间。
也就是说,5 轴 CNC 有其局限性。 基本刀具几何形状和刀具访问限制仍然适用(例如,无法加工具有内部几何形状的零件)。
此外,使用这种系统的成本更高。CNC加工底切底切是无法使用标准切削工具加工的特征,因为它们的某些表面不能直接从上方接触。
底切主要有两种类型:T 形槽和燕尾槽。 底切可以是单面的,也可以是双面的,并使用特殊工具加工。T 型槽切割工具由连接在垂直轴上的水平切割刀片制成。 底切的宽度可以在 3 毫米到 40 毫米之间变化。 我
们建议对宽度使用标准尺寸(即整毫米增量或标准英寸分数),因为很可能已经有合适的工具可用。对于燕尾槽刀具,角度是定义特征尺寸。 45 度和 60 度燕尾工具都被认为是标准的。 角度为 5 度、10 度和高达 120 度(以 10 度为增量)的工具也存在,但不太常用。
CNC加工的底切设计
在设计内壁有底切的零件时,请记住为工具增加足够的间隙。 一个好的经验法则是在机加工壁和任何其他内壁之间添加至少等于底切深度四倍的空间。
对于标准刀具,切削直径与轴直径之间的典型比率为 2:1,从而限制了切削深度。 当需要非标准底切时,机械车间通常会制造自己的定制底切工具。 这会增加交货时间和成本,因此请尽可能避免。
:魔猴









")







