
























CNC加工必读
魔猴君 知识堂 1885天前
1.CNC简介
CNC是Computerized Numerical Control的简称,暨计算机控数控的简称,是一种由程序控制的自动化机床。该控制系统能够按预定逻辑处理具有控制编码或其他符号指令规定的程序,通过计算机将其译码,从而使机床执行规定好了的动作,通过刀具切削将毛坯料加工成半成品、成品零件。

为了成功地在CNC机床上工作,程序会指示机器应该如何移动。使用CAM(计算机辅助制造)软件结合客户提供的CAD(计算机辅助设计)模型进行编码,给予CNC机床的编程指令,将CAD模型加载到CAM软件中,并根据制造零件的所需几何形状创建刀具路径,确定刀具路径后,CAM软件会创建机器代码,告诉机器移动速度,转动坯料和/或刀具的速度,以及在X,Y,Z(3轴),A和B(5轴)坐标系。

图:CNC的轴变量
CNC机床大致可以分为3轴和5轴机床,3轴机床主要有3轴车床和3轴铣床。5轴机床有连续型或者铣车一体式等多种形式。3轴CNC车床在使用过程中,切削刀具保持静止,零件坯料转动。相反,在3轴CNC铣床上,切削刀具在坯料保持固定的同时移动。如果在圆形零件上需要方形特征,则首先在CNC车床上创建圆形几何图形,然后在CNC铣床上创建方形特征。使用3轴CNC机床与5轴CNC机床相比,可以更经济地制造零件,特别是具有圆柱旋转特征的零件,用CNC车床可以达到很高精度。但是复杂的零件3轴机床很有制造的困难,5轴机床可以在5个方向同时或者先后动作,能够胜任更加复杂的零件。

图CNC机床的分类
由于计算机控制机器运动,X,Y和Z轴可以同时移动以创建从简单直线到复杂几何形状的所有内容。不过,尽管在机械加工和CNC控制方面取得了进步,但CNC加工仍然存在一些局限性,并且不能创建所有形状和特征。
2.CNC加工基本
2.1、公差
a、标准公差
如果客户未提供图纸或规格表,模型制造产品遵从下列规格:
默认情况下,陡边,锐边会被钝化(倒圆角),如果有必须要保留的清晰锐边,请在下单时提前告知。
默认尺寸精度(长度,宽度,高度,直径)和位置精度(位置,同心度,对称性)为0.1 mm
对于方向(平行度和垂直度)和形状(圆柱形,平面度,圆度和直线度)特征的精度,应用公差如下:

b、零件公差
公差是否在可接受范围,是由设计者根据零件的形状、装配以及功能确定的。除非设计师有特别要求,否则加工使用的标准公差为金属零件0.1mm,塑料零件为+/- 0.2 mm。如果需要更严格的公差(比方说公差0.05mm),则必须将关于哪些尺寸需要更严格公差的信息标注在图纸上或与我们提前沟通。
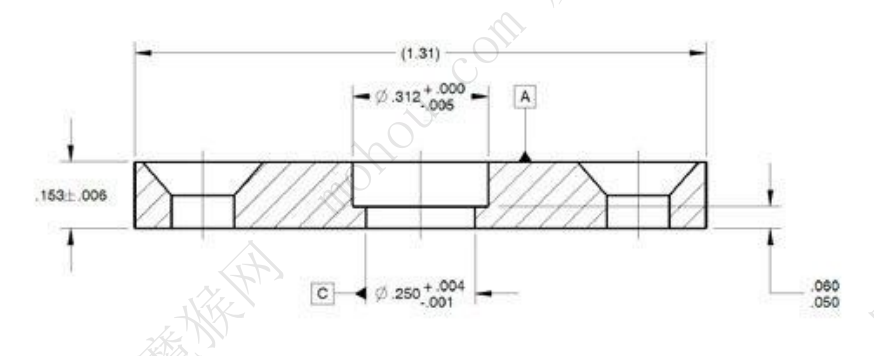
图:如果要更高要求的公差,需要在图纸种标注,并与客服取得联系。
重要的是要记住,由于废料增加,额外的夹具,特殊的测量工具和/或更长的循环时间,更严格的公差要求会导致额外的成本(机器可能需要减速才能保持更严格的公差)。根据公差调出和与之相关的几何形状,零件成本可能是标准公差的两倍以上。
总体几何公差也可以应用于零件的图纸,不同的公差要求,会产额外的检查、生产时间,因而也可能会产生额外的成本。为了最大限度地降低成本,节省费用,建议仅对关键区域应用严格的公差或者整体的零件几何公差。
2.2、尺寸限制
a、铣床
零件尺寸受限于设备尺寸和零件特征所需的切削深度。 加工深度不等于设备的Z轴行程,每个零件的加工深度,是有零件本身决定的。一般来讲开槽的深度不超过槽的宽度的四倍,钻孔的厚度不超过孔的直径的十倍。
b、车床
我们的车床可以加工直径达450mm的零件,但特殊情况下可以制造更大的零件。
2.3、材料选择
材料选择对于确定零件的整体功能和成本至关重要,设计师根据零件的需求,来确定材料,考虑材料的相关性能,如 硬度,刚度,耐化学性,热处理性,热稳定性等。
a、材料毛坯
材料毛坯是指用于创建成品零件的原材料的尺寸,一般毛坯尺寸比成品部件的尺寸要大,以允许原材料的变化。例如,如果最终尺寸为1x 1x 1,则零件的毛坯为1.1x 1.1x 1.1。
b、金属
我们CNC加工以下金属:
铝合金,不锈钢,碳钢,黄铜,紫铜等 其他定制金属
一般加工塑料和较软金属(例如铝和黄铜)容易,且需要较少的机器时间,从而降低了加工成本。不锈钢和碳钢等较硬的材料必须使用较慢的主轴转速和机器进给速率,这使得比软的材料的加工时间更长,成本更高。当然,材料本身的成本也是千差万别,即便同是不锈钢,304不锈钢比1018锈钢原材料价格高1倍。下列图片从上到小依次为:铝合金,不锈钢,碳钢,黄铜和红铜。





c、塑料
我们CNC可以加工以下塑料:
ABS ,尼龙 pp聚丙烯,PTFE,PC聚碳酸酯等以及其他定制塑料
如果零件不需要金属的刚性,塑料可以是比金属更便宜的替代品。下列图片依次为:ABS,POM,PEEK,PC,HDPE

注意:塑料可能难以保持严格的公差。 由于材料被移除时产生的应力,零件也可能在加工后发生翘曲。
3、加工设计指南
3.1、3轴还是5轴加工 ?
CNC加工可以有效地制作简单或复杂的设计。 零件越复杂,即具有曲面几何形状或需要切割的多个面的零件 - 由于需要额外的设置和加工时间而成本更高。 当零件仅需要一套设置和3个轴运动(例如X和Y,以及刀具运动的Z轴)时,可以更快地完成设置和加工,从而最大限度地降低成本,反之如果曲面比较复杂,使用3轴加工制造可能需要多次设置,定制夹具和其他昂贵的加工过程。 在这种情况下,5轴加工可以避免这些问题,但是为了得到具有合适表面光洁度的复杂曲面,需要使用小刀具,这些小切口比正常切口花费的时间长得多,增加了很多成本。 因此为了帮助最大限度地降低成本和加工时间,尽量减少或者避免使用曲面。
3.2 内角的倒角
由于CNC刀具本身的横截面是圆形的,在切割内角的时候,是不能得到完美的直角或者尖角的,所有的内角应该加一段圆弧,推荐增加1-1.5mm弧度,最低可以接受0.5mm,弧度越小,需要的刀具越小,加工成本会越高。
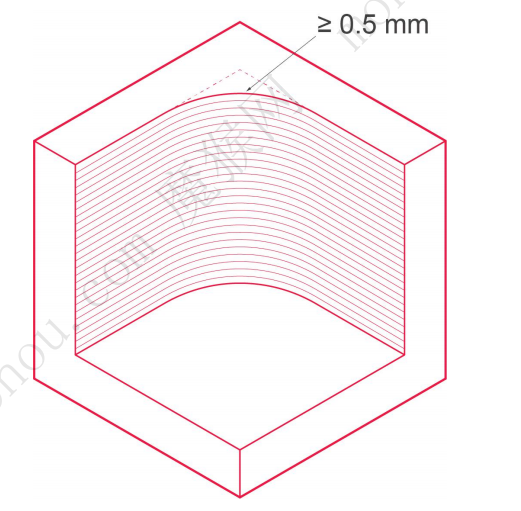
图:内角倒角
举例来讲,如果一个零件有2.5内径,则标准立铣刀需要敲击拐角,完全停止,旋转90度,然后重新开始切削。这样做会降低加工速度(产生额外成本),并且还会引起振动(产生颤动痕迹)。通过在内半径上加0.5到1mm,刀具可以轻微转动而不会完全停止。这不仅会降低零件的成本,还会改善零件的整体性能。
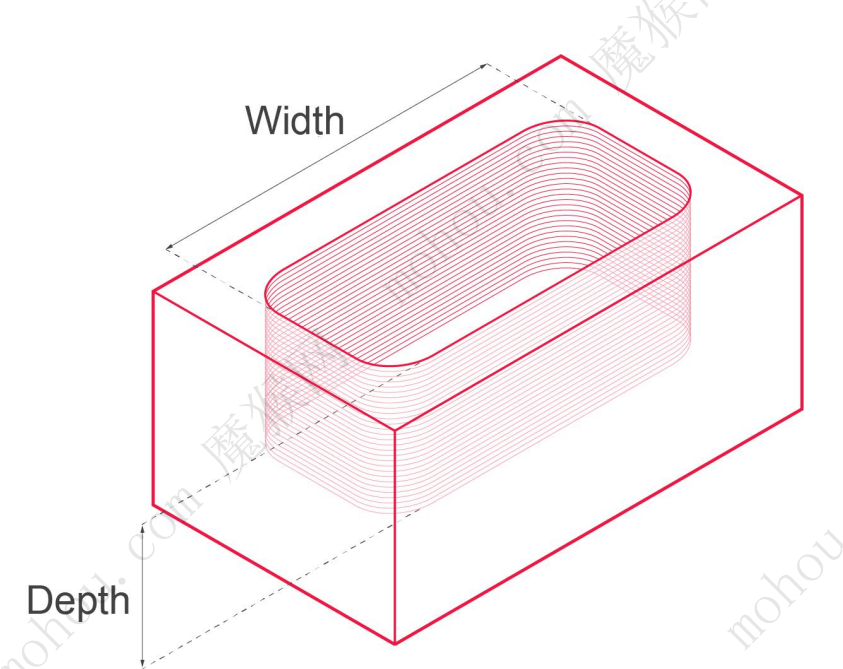
3.3 开槽
虽然可以使用小半径工具,但有时需要的切割深度使得切割变的不可能,当切削深度大于切削刀具直径的2倍时,刀具的进给速度必须减慢,这会加工时间和零件成本。每增加一倍的切割长度,进给速度就会减半,时间增加了一倍多。一般挖槽的深度不大于刀具直径的4倍。
3.4 钻孔
一般来说孔越大,钻的深度可以越深,建议钻孔的深度不要超过10被钻头的直径。另外,从经济的角度来看,尽量使用标准的孔径,非标的,可能需要额外的工具刀具,造成额外的成本。

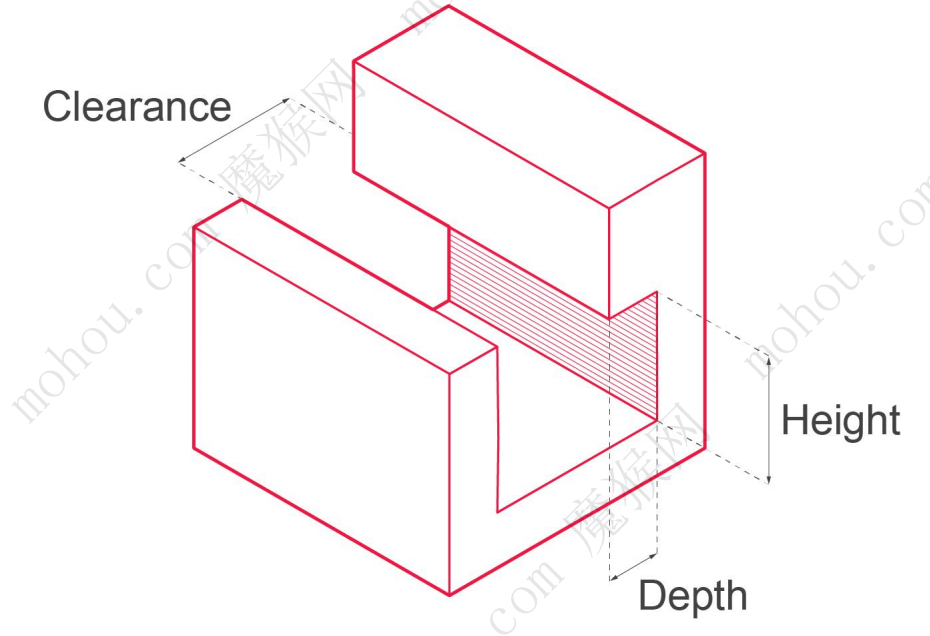
3.5底切 undercut
CNC很难加工底切,如果有底切,需要精心设计,也可能需要定制特殊工具,底切越小越好,越少越好,非非常必要最好不要有,如果必须有,要考虑刀具是否能够又路径进入及退出,也可以考虑换3D打印的方式来制作又底切的零件。
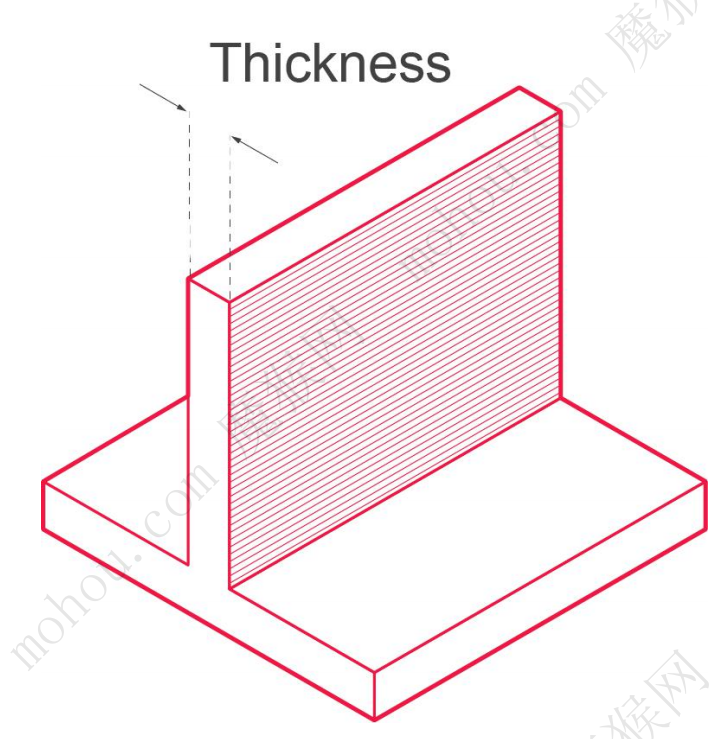
3.6 最小壁厚
如果零件的壁太薄,可能在加工过程种震动颤抖,导致精度降低,更严重者,可能会会造成断裂。推荐金属零件最小壁厚0.8-1mm, 塑料零件最小壁厚为1.5mm.
3.7 细长结构
细长结构可能产生的问题和薄壁结构类似,细长突起会引起不可预测的震动,导致加工精度的下降。建议长宽比不要超过4.

4、零件的完成-后处理
4.1、螺纹
有几种方法可以在零件中创建螺纹:切割丝锥,形状丝锥或螺纹铣刀。 所有这些方法都很有效,但设计人员应牢记以下几点:
a.始终选择设计允许的最大螺纹尺寸 - 这使制造过程更容易。
b.丝锥越小,生产过程中破碎的可能性就越大。
c.螺纹线程只加工到必要的长度。 深螺纹孔会增加部件成本,因为可能需要专门的工具来满足深度要求。
。
4.2、表面处理
a. 原始表面 As milled/As Machined
使用 CNC 加工在零件上留下的原始光洁度称为“原始表面”。做简单去毛刺处理,肉眼可见细小的加工线,但仍会有光滑触感。表面粗糙度为 Ra/RMS 125,可额外精加工以降低粗糙度,但会增加成本。如果将表面光洁度要求提高到63,32或16 RMS会增加成本,因为可能需要降低进给速率或可能需要额外的后处理。
原始表面提供了最佳的尺寸精度,是有严格公差要求的零件的首选。
b. 喷砂
喷砂是一种还原性表面处理,其中加压枪在零件上发射一股磨料玻璃珠,以去除表面的薄层。 该过程在零件上形成一致的哑光/磨砂表面光洁度,通常用于去除刀痕或缺陷。 如果您的零件需要严格的公差的特征,那么需要考虑喷砂会去除一层薄层,可能会需要对关键特征进行遮盖,而 如果需要对不需要喷砂的表面或孔进行遮盖,则可能产生额外的成本。

c.阳极氧化
阳极氧化是一种电化学精加工工艺,可在零件表面添加天然氧化层。 阳极涂层可保护零件免受腐蚀,并可染成多种颜色。 涂层是不导电的,因此可以在需要保持导电性的区域进行掩蔽遮罩。 铝和钛是最常见的阳极氧化材料。 有两种类型的阳极氧化,硫磺阳极氧化(II 型)和硬质阳极氧化(III 型)。
阳极氧化(II型)
这种类型的表面处理可以产生耐腐蚀的表面,零件可以采用不同颜色进行阳极氧化 - 最常见的是透明,蓝色,黑色。

阳极氧化(III型)
除了II型所见的耐腐蚀性之外,这种类型更厚并且形成耐磨层。
d.烤漆
这是一种将粉末涂料喷涂到部件上然后在烘箱中烘烤的过程。 这样就形成了坚固耐磨,耐腐蚀的层,比标准涂装方法更耐用。 有多种颜色可供选择,以达到理想的美感。
f.喷塑
喷塑是将塑料粉末喷涂在零件上的一种表面处理方法。 喷塑也就是我们常讲的静电粉末喷涂涂装,其处理工艺是20世纪80年代以来国际上采用较为普遍的一种金属表面处理的装饰技术。 该技术与普通喷漆表面处理相比,优点体现在工艺先进、节能高效、安全可靠、色泽艳丽等方面。
g.抛光
抛光是一种机械工艺,通过逐渐变细的磨料打磨以得到闪亮的镜面表面。 饰面高度反光,光滑且无划痕。 抛光通常在不锈钢和7075铝等硬材料上进行,6061铝等较软的金属在抛光打磨时可能会导致其表面变形。高度光滑的表面光洁度还让它更耐腐蚀性。

5.总结
5.1加工设备
3轴/4轴/5轴CNC加工中心(电脑锣),数控车,走心机一应俱全;同时还有应对大型零件的龙门铣加工中心;精密磨床、电火花、线切割(快/中/慢走丝)等辅助加工设备。
5.2精度与尺寸
铣加工的定位公差最高可达±0.1mm,车加工的公差最高可达±0.05mm;铣加工的最大加工尺寸可达2100mm x 1600mm x 800mm,车加工最大加工直接可达400mm。
5.3材料及后处理
支持金属(如铝合金、不锈钢、碳素钢、钛合金、镁合金、铜等)和非金属(ABS、有机玻璃、特氟龙PTFE、PEEK、PC、赛钢POM等)的加工。并提供喷砂,阳极氧化、电解蚀刻,电镀、丝印等多种后处理的一条龙服务。
5.4起订量和工期
提供快速打样(1件起订)、小批量试制和批量生产服务;最快2天提供样品,小批量和批量生产近7天准时交货率达95%;批量生产产品一致性好,价格极具竞争力










")







