
























3D打印进入主流制造技术的最新状态
魔猴君 行业资讯 1685天前
毫无疑问,3D打印(在工业上也称为增材制造; AM)已经正在引发制造转型,从快速交付备件到定制化生产,增材制造技术可以帮助简化设备维护,加速研发过程以及通过功能为导向的设计来提升产品性能。
同时,材料工程师正在积极扩展可3D打印材料的界限,不仅包括塑料和金属,还包括纳米材料,生物基材料等,3D打印正在逐渐成为主流制造技术。本期,3D科学谷与谷友来共同领略3D打印纳入主流制造技术的挑战与现状。《3D打印成为主流制造技术的最新状态》将分为上下两篇来进行行业发展透视,上篇将聚焦在3D打印纳入主流制造技术的基础建设部分。

数字化与3D打印释放制造潜力。来源:西门子
合作比竞争更重要分享为上上策
安全监管与知识产权
3D打印/ AM增材制造技术为制造商提供了前所未有的灵活性,在安全,监管和知识产权(IP)方面也引入了业界刚刚开始理解的一些敏感问题。根据3D科学谷的市场观察,为了解决这些问题,宾夕法尼亚州立大学正在提供有关增材制造法律问题的首个研究生课程。
根据宾夕法尼亚州立大学,有了增材制造技术,其中一个挑战是如何保护零件的设计,有时候人们可能没有意识到自己可能违反了其他人的知识产权。在某些情况下,复制零件可以像扫描零件一样简单,从而生成可以3D打印的零件三维实体模型。宾夕法尼亚州立大学开发了认证3D打印部件的方法,包括嵌入式化学标签 – 基本上是一个“指纹”,可以用光谱检测,以提供部件来源的验证。例如,如果要打印钛合金零件,用户可以在零件中打印不会影响属性的辅助材料,但可用于验证零件是否真实。
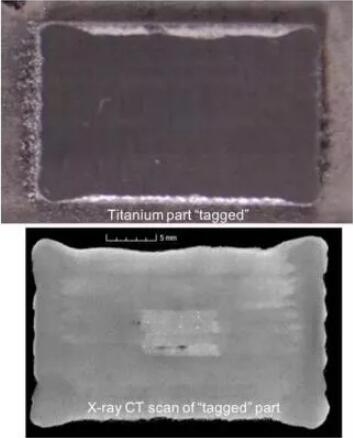
化学标签是一种验证零件和保护专有设计的方法。来源:Penn State
验证与标准化
在考虑在关键工业应用中使用3D打印零部件的安全方面时,验证和标准化也是必不可少的,但是受管制行业的相关标准尚未完全实现,例如,目前没有针对AM增材制造组件的ASME压力容器标准,然而,AM技术的快速发展要求快速开发新型增材制造零件的新标准。
标准化的一个关键是跨行业协作和数据共享,尤其适用于存在高抗疲劳要求或特别高温或高压的苛刻应用情况下。美国国家标准协会(ANSI)和America Makes已经启动了标准协调工作,将AM增材制造技术和零件标准化的相关数据汇集在一起。ASTM也在这方面做了大量的工作。不过仍有许多工作要做,因为许多公司都不愿意分享专有研究或运营数据,特别是对于花费了数百万美元所生成的那些数据。欧瑞康在共享数据方面也做了大量的工作,通过与工业制造商的合作开发工作,将数据共享给FAA等组织机构,来为3D打印进入主流制造技术铺平道路。在大多数情况下,合作比竞争更重要,分享比保密更有利于发展。对于粉末床选区金属熔化3D打印技术来说,3D打印压力容器仍然是一个特别关注的领域,热交换器和散热器也是如此,而带点阵结构的轻量化零部件 – 可以使用更少的材料,仍然满足性能的要求,这些正在彻底改变组件的经济性。
商业化验证
即使具有定制化和流程优化的潜力,用户也必须继续确保其设施的所有流程都满足检查要求。独立验证和鉴定是降低风险和未知因素的一种方式,在这方面Lloyd’s Register(LR伦敦)与TWI Ltd.合作(英国剑桥)合作,制定了一套专门的指导方针,旨在对通过AM生产的金属部件进行认证,并自2016年开始对3D打印设施进行认证。这些指导原则考察了许多因素,包括:原料收货,储存和处理; 设备资质; 过程控制; 人员培训; 健康,安全和环境方面的考虑等等。最近,LR应用其指导方针检查和鉴定在阿姆斯特丹壳牌技术中心运营的粉末床熔化3D打印设施。在3D打印中,许多变量会影响零部件的机械性能,这可能会对所生产零件的一致性带来各种风险。LR的资格证明了通过对流程和质量的控制降低操作风险。

壳牌在其阿姆斯特丹技术中心的粉末床熔化3D打印零件。来源:壳牌
壳牌正在开发AM增材制造项目,目前,壳牌正在开发据称是世界上第一台3D打印压力容器。在这种开创性的努力中,重要的是通过产品的资格认证,不仅要满足法律和安全要求,还要为供应链中的协作做出贡献,这将有利于整个行业。随着新技术的发展,标准和法规也需要开发以促进纳入这些新的工作方式,并确保它们是安全的,满足法律要求的,从而为最终用户提供质量和制造能力的保证。
毫无疑问,3D打印(在工业上也称为增材制造; AM)已经正在引发制造转型,从快速交付备件到定制化生产,增材制造技术可以帮助简化设备维护,加速研发过程以及通过功能为导向的设计来提升产品性能。
同时,材料工程师正在积极扩展可3D打印材料的界限,不仅包括塑料和金属,还包括纳米材料,生物基材料等,3D打印正在逐渐成为主流制造技术。本期,3D科学谷与谷友来共同领略3D打印纳入主流制造技术的挑战与现状。《3D打印成为主流制造技术的最新状态》分为上下两篇来进行行业发展透视,下篇将聚焦在3D打印材料与工艺的进展。

GF与3D Systems的联合品牌金属3D打印系统所制造的散热器
更多的选择更好的性能
最令人兴奋的领域之一是金属领域新材料的发展,金属3D打印正在从高端的钛合金、镍基高温合金等材料的3D打印应用越来越广泛的应用到不锈钢、铜合金、铝合金等材料的3D打印领域,从而扩展3D打印零件的应用前景。
1、钛合金
从70美金一公斤到2.5美元一公斤的工艺成本?
2018年由创新英国(Innovate UK)资助的快速锻造(FAST-forge)计划旨在开发一种更便宜和更丰富的钛粉制造工艺。这种更低成本的钛粉3D打印材料将进一步打开钛在增材制造领域的市场空间。不仅钛金属粉末的制造更快,而且更便宜,钛的金属3D打印工艺也将获得提升。英国似乎在酝酿颠覆性的钛金属粉末生产和钛金属零件制造技术。
DSTL国防科学技术实验室通过将钛粉生产的40个阶段工艺简化为两个步骤,这可能使得钛零件的生产成本减半,彻底改变了钛的生产。总部位于南约克郡Rotherham的Metalysis公司也参与了FAST-forge项目。根据3D科学谷的市场观察,Metalysis还获得1700万美元的资金以推进3D可打印金属合金粉末的研发与制造能力,Metalysis在开发一种粉末生产工艺,该工艺可以以更低的成本来生产合金粉末。
Metalysis的专有技术可以使用金红石直接将钛金属电解成粉末状。宣称,其专有的技术比常规的钛粉制造公司使用更少的能源,至少可节省50%的能源。据称,FFC方法将使得用于金属3D打印的球形金属粉末的制造工艺成本从当前的70美元/公斤降低到为2.50美元/公斤。
2、不锈钢
改性钢
在SLM选区激光金属熔化加工过程中,快速移动的激光熔化金属颗粒,形成熔融金属的“轨道”。这种熔化轨道非常脆弱,容易坍塌,特别是在较低的倾斜角度下。澳洲的格拉茨技术大学开发了一种改进不锈钢颗粒表面的方法,使得部件的倾斜表面在3D打印过程中不会变形,从而降低了与支撑结构相关的成本。
粒子的表面经过修改,因此它们可以更智能地与熔融金属相互作用,此外,通过使钢粉更容易3D打印,以减少材料浪费,并且在工艺结束时可以回收更多多余的钢粉。目前主要集中在316L不锈钢上,但格拉茨技术大学也有计划将扩展到其他钢种。
预计这种材料将在2020年进行工业产业化的示范,商业化产品将进入市场。这种改性钢粉末材料特别适用于拓扑优化零部件,点阵结构和先进的管道和阀门系统。外一家位于美国西海岸的创业企业Velo 3D开发了智能熔化金属3D打印系统可以处理低至10度的角度,从而减少了对支撑结构的需求。
低合金钢
GKN推出的低合金钢扩大了激光粉末床熔化金属3D打印工艺(LPBF)和粘结剂喷射金属3D打印工艺(Binder Jetting)的材料范围。GKN增材制造材料的ANCORAM?4605是一种含有镍,钼和锰的气体或水雾化低合金钢粉,已经上市销售,被认为是制造特殊厚截面零件的理想选择。而所有低合金钢的粒度均适用于LPBF和粘合剂喷射工艺。
GKN还成功开发出20MnCr5,这是另一种低合金钢粉末材料,适用于汽车原型制造应用,提供汽车零件所需要的机械性能。根据3D科学谷的市场观察,保时捷工程公司在确定这种材料的应用可行性后,开发了一种新的电动动力系统。20MnCr5钢粉具有高强度、高延展性、高疲劳强度,通过表面硬化具有优异的耐磨性。20MnCr5材料对于汽车行业来说打开了增材制造的新空间,汽车行业将首先通过这种低合金钢材料进行原型制造,然后确认是否可扩展到大规模生产应用。通过3D打印制造的零件允许工程师在几周内(如果不是几天)完成设计验证,并进入到下一轮的设计迭代周期中。
除了20MnCr5粉末外,GKN增材制造材料还开发了一系列用于增材制造的低合金钢粉末,这些粉末在淬透性,热处理和机械性能方面各不相同。每种粉末的区别在于不同的金属组成,其中包含不同水平的碳(C)、硅(Si)、锰(Mn)、钼(Mo)、镍(Ni)和铬(Cr)。
耐磨钢
瑞典金属粉末材料公司VBN Components 结合具体的工业应用需求与增材制造-3D打印工艺,开发了新一代高强度、含碳化物的高速钢材料。这类材料适合制造耐磨损部件,如齿轮加工刀具、食品加工设备零部件、采矿设备零部件等。耐磨钢材料具有广泛的工业用途,它们属于传统制造技术难加工的材料,VBN 通过电子束熔融(EBM)3D打印技术实现了这类材料的制造。
VBN 开发的EBM 金属3D打印高合金高速钢粉末材料被命名为Vibenite系列,目前已开发出5种不同型号的材料:耐腐蚀、耐磨Vibenite 350 高合金钢;高耐磨、高韧性高合金钢 Vibenite 150;耐磨、耐热材料 Vibenite 280;坚硬材料Vibenite 290;新型混合硬质合金 Vibenite 480。
其中,沃尔沃建筑设备公司正在使用通过Vibenite 280材料制造的齿轮加工滚齿刀,并与传统高合金钢制造的标准滚齿刀进行了比较。结论是,当Vibenite 280材料制造的刀具以正常进给运行时(切割深度相同),刀具使用寿命延长至2.2倍。
2018年末,VBN与一家全球工程集团签署了价值数百万欧元的许可协议,该协议包括使用VBN 材料与增材制造工艺为某特定细分领域生产高强度组件。VBN 目前还与岩石钻探企业 Epiroc共同测试Vibenite 480材料3D打印部件在岩石钻探中的应用。
3、 铜合金
材料与激光器的发展推动铜合金3D打印
铜似乎不适合用于3D打印来加工,因为这种金属容易直接反射3D打印机的激光束。铜金属在激光熔化的过程吸收率低,激光难以持续熔化铜金属粉末,从而导致成形效率低,冶金质量难以控制。
继2016年和2017年,NASA 在马歇尔太空飞行中心对3D打印的GRCop-84组件进行热火试验后,NASA的铜基和镍基合金3D打印技术已经发展到这些技术所制造的零件通过热火试验。根据3D科学谷的市场观察,多家制造企业在开发铜合金3D打印工艺。国内金属3D打印企业铂力特已在铜金属激光成形领域取得了进展,研制出针对难熔金属和高导热、高反射金属的3D打印工艺,实现了复杂流道的铜材料制造工艺,成功制备出3D打印铜合金尾喷管。
国际上,Aerojet Rocketdyne在火箭铜合金推力室3D打印领域取得的突破,为制造新一代RL10发动机带来了可能性。3D打印铜合金推力室部件将替代以前的RL10C-1推力室部件。被替代的推力室部件是由传统工艺制造的,由多个不锈钢零件焊接而成,而3D打印的铜合金推力室部件则由两个铜合金零件构成。
初创的航天企业Launcher 与合作伙伴3T、EOS 也开发了3D打印铜合金火箭发动机部件,3D打印技术的应用可以减少发动机零件数量,缩短开发时间,并且更加易于制造复杂功能集成的部件,Launcher 开发的3D打印铜合金(Cucrzr)发动机部件就集成了复杂冷却通道,这一设计将使发动机冷却效率得到提升。
关于铜的3D打印用激光器,根据IDTechEx Research 的《激光二极管与直接二极管激光器,2019-2029 年:技术、市场与预测》报告,过去 30 年来,激光二极管的平均功率显著提升,而每瓦平均价格却呈指数级下降。因此,激光二极管正在取代一些已有的激光和非激光技术,同时也使全新的光学技术成为可能。
2018 年,岛津公司拟(日本)实现了其 BLUE IMPACT 蓝光冲击二极管激光器的商业化,。岛津 450 纳米蓝色二极管激光器的一个关键应用是铜材料的 3D 打印。铜对蓝色激光的吸收率很高,背反射的减少可以使加工过程变快,这对传统的红外激光器是一个严峻的挑战。新研发的 3D 打印机可以用纯铜粉高效打印物体。现有的 3D 打印机技术一般采用 CuCr1Zr 等铜合金来代替纯铜。
4、铝合金
开始越过发展门槛的铝合金
SLM选区金属熔化技术
铝合金,由于其天然的轻量化特点,在工业制造领域占有重要的一席之地。根据SmarTech的预测,铝合金占金属3D打印中所有金属粉末的消耗量(按体积计算)从2014年的5.1%逐渐提高到2026年的11.7%左右,铝合金在汽车行业的10年复合增长率在51.2%。铝合金材料的全球供应链似乎已经“越过门槛”,成为支持增材制造技术的下一代机遇。铝合金的3D打印现在开始赶上镍,钢和钛。
铝硅AlSi12-铝硅12是一种具有良好的热性能的轻质增材制造金属粉末。AlSi10Mg-硅/镁组合带来显著的强度和硬度的增加。这种铝合金适用于薄壁,复杂的几何形状的零件,是需要良好的热性能和低重量场合中理想的应用材料。零件组织致密,有铸造或锻造零件的相似性。典型的应用包括汽车,航空航天和航空工业级的原型及生产零部件,例如换热器这样的薄壁零件。
压铸合金AlSi10Mg类似美国合金360,虽然这并不是一个被广泛认可的高强度铸造合金,但它已被证明通过适当的热处理能够产生相当高的强度,3D科学谷了解到虽然这一事实也还备受争议。但从广义上讲,这种合金可以通过标准的热处理工艺,固溶处理后人工时效,称为T6周期。溶液处理500°C以上, 4-12h,温度不应超过550°C,其次是水或聚合物熔体淬火。人工老化温度在155°C-165°C之间,时间6-24h,通过精确的时间和温度控制最终性能。抗拉强度可以从220MPa到340MPa之间,抗拉屈服强度在180MPa和280MPa之间。其他合金包括169(A357)和AlSi7Mg。
此外,市场研究另外专有的合金如Scalmalloy已经被用于空客的增材制造应用中,这是一些令人兴奋的进展。HRL实验室的研究人员根据晶体学信息选择了锆基纳米颗粒成核剂,并将它们组装到了7075和6061系列铝合金粉末中。在用成核剂进行功能化之后,这些先前与增材制造制造不相容的高强度铝合金可以使用粉末床选择性激光熔化设备进行成功的加工。成型后的材料无裂纹,等轴(即,其长度,宽度和高度上的晶粒大致相等),实现了细晶粒微观结构,并与锻造材料具有相当的材料强度。
根据中国日报,苏州倍丰创始人、澳大利亚工程院吴鑫华院士领导莫纳什大学研究团队成功开发出了牌号为Al250C的高强高韧增材制造专用铝合金材料,为3D打印铝合金材料再添一名明星成员。Al250C是研究团队专门为3D 打印设计的材料,已经达到了批产和商业化使用阶段。Al250C材料强度达到目前可用于3D打印的铝合金材料中最高水平,屈服强度可达580MPa,抗拉强度590MPa以上,延伸率可达11%,制备构件通过了250℃高温下持续5000小时的稳定试验, 相当于发动机常规服役25年的要求。
总部位于英国的铸造专家Aeromet International专利的用于增材制造的铝合金粉末A20X所制造的零件已经超过500MPa的极限拉伸强度(UTS)。Aeromet 称,这一成就使的该铝合金材料成为“市售的用于增材制造的最强铝合金粉末之一”。A20X是一种铝 – 铜合金材料,具有精细的微观结构,与其他合金相比,具有“高的强度,抗疲劳和优化的热性能。”目前已获得金属材料特性开发和标准化(MMPDS)和航空航天材料标准(AMS)的批准,该材料已被全球领先的航空铸造供应商采用。
南京航空航天大学几年前开发出基于SLM成形的铝基纳米复合材料,用于激光增材技术领域,有效的解决铝基纳米复合材料在激光增材过程中工艺性能与力学性能不匹配、增强颗粒分布不均匀以及陶瓷相与基材相之间润湿性较差的问题,使得所获得的产品具备良好的界面结合以及优异的力学性能。
5、粘结剂喷射间接金属3D打印技术
上述的是通过SLM选区激光金属熔化3D打印技术所加工铝合金的发展情况。随着铝合金材料以及粘结剂技术的发展,通过粘结剂喷射间接金属3D打印工艺实现铝合金零部件增材制造具有了更高可行性。根据3D科学谷市场观察,材料科学企业Equispheres 开发了一种适用于粘结剂喷射3D打印的新型铝合金粉末。 Equispheres 与加拿大麦吉尔大学合作对AlSi10Mg铝合金粉末进行了测试,观察到 Equispheres标准AlSi10Mg铝合金粉末具有无压缩、亚固相烧结,以及具有良好的致密化(优于95%)和优异的微观结构等特点,该材料能够适用粘结剂喷射3D打印及其后处理中的烧结过程。
作为汽车制造中大量使用的铝合金材料,一直以来难以搭上粘结剂喷射技术的顺风船,以更低的成本和更高的效率实现汽车零部件增材制造。主要原因是粘结剂喷射3D打印工艺在完成打印后需要进行烧结后处理,在此过程中易导致铝合金燃烧,这是粘结剂喷射3D打印进行铝合金加工的一大挑战。从这个角度来看,Equispheres 推出的可用于粘结剂喷射技术的铝合金粉末则为该技术的应用打开了新空间。但粘结剂喷射3D打印铝合金的机械性能与硬度能否满足汽车零部件制造领域的要求,3D科学谷将保持关注。
3D打印砂型+铸造
此外,3D打印砂型与铸造的方式是生产镁铝合金的一种现实可行的方法。根据3D科学谷的市场观察,国际上,关于铸造在交通工具领域的轻量化应用,一个现实的例子是欧特克通过voxeljet-维捷的3D打印设备来制造熔模并铸造镁铝合金,从而实现飞机座椅的轻量化。这种座椅结构件适合任何标准的商用喷气式飞机,预计可以通过减重为航空公司节约数百万美元的成本。
1、金刚石与硬质合金
金刚石
山特维克增材制造部门的研究人员通过立体光刻技术(SLA)开发了一种由金刚石粉末和聚合物组成的浆料,用于3D打印金刚石复合材料。该材料已经过测试并保持了纯金刚石的物理特性。

山特维克开发了专有的后处理步骤,复合材料的硬度是钢的三倍,导热系数高于铜,密度接近铝,从发电到采矿再到医疗植入物,各种各样的行业都可以从3D打印金刚石中受益。
硬质合金
湖南伊澍智能制造有限公司研发了一种硬质合金材料增材制造-3D打印工艺,在这种工艺中,硬质合金-金刚石复合材料中的WC-Co硬质合金层和金刚石层通过3D打印的方式实现层与层之间的结合。这种结合是通过化学键方式所进行的结合,相比传统的物理结合,这种结合方式更牢固,在使用过程中能够避免涂层的剥落,同时具有较好的硬度。
湖南伊澍智能制造采用的增材制造工艺为基于粉末床熔融的电子束熔化(EBM)3D打印技术,并基于这一工艺开展了对WC-Co硬质合金层-金刚石复合材料组分以及材料增材制造工艺参数的研究。
材料的研究包括对WC-Co硬质合金中Co的质量含量、粒径,金刚石材料的粒径、纯度,以及两种材料的质量比等方面。在工艺参数方面,湖南伊澍智能制造探索了这种复合材料的3D打印参数,例如电子束熔化扫描的扫描速率、电流、熔化温度等。
通过对以上工艺制造的样件,能够得到热导系数为500~550W/mK,摩擦系数为0.3~0.5,热膨胀系数为0.9~1.18×10-6,硬度值为4800~5000HV的硬质合金-金刚石复合材料,材料具有较好的硬度,冲击韧性为300~320J,能够很好的避免涂层的剥落。










")







